(5) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ
I
Изобретение относится к оборудованию для изготовления резиновых полых трубчатых изделий и может найти применение в шинной промышленности, в частности при изготовлении, например, пневматических шин из листовых резиновых материалов.
Известно устройство для изготовления полых трубчатых изделий, содержащее горизонтально установленные с возможностью вращения от привода барабан с прикатывающим роликом для формирования бандажного стыка и поддерживающий ролик с прикатывающим роликом для формования бегового стыка и механизмы поджатия прикатывающих роликов 1.
Недостатком этого устройства является то, что формирование бегового стыка и его последующая прикатка по участкам, при вертикальном расположении дисков-заготовок, ведет к образованию в конце бегового crfeка поперечной складки или недопустиТРУБЧАТЫХ ИЗДЕЛИЙ
мои вытяжке кромки заготовки, что приводит к снижению качества изделий.
Целью изобретения является повышение качества изделий за счет устранения вытяжки кромки заготовок последних.
Цель достигается тем, что устройство, содержащее горизонтально установленные с возможностью вра10щения от привода барабан с прикатывающим роликом для формования бандажного стыка и поддерживающий ролик с прикатывающим роликом для фор мования бегового стыка и механизмы
ts поджатия прикатывающих роликов, снабжено горизонтально расположенным столом для размещения заготовок изделий, установленным с возможностью свободного вращения относительно
X вертикальной оси, а барабан и поддерживающий ролик смонтиров&ны сбоку от стола, при этом верхняя образующая цилиндрической боковой
верхности поддерживающего ролика раположена на одном уровне с рабочей поверхностью стола.
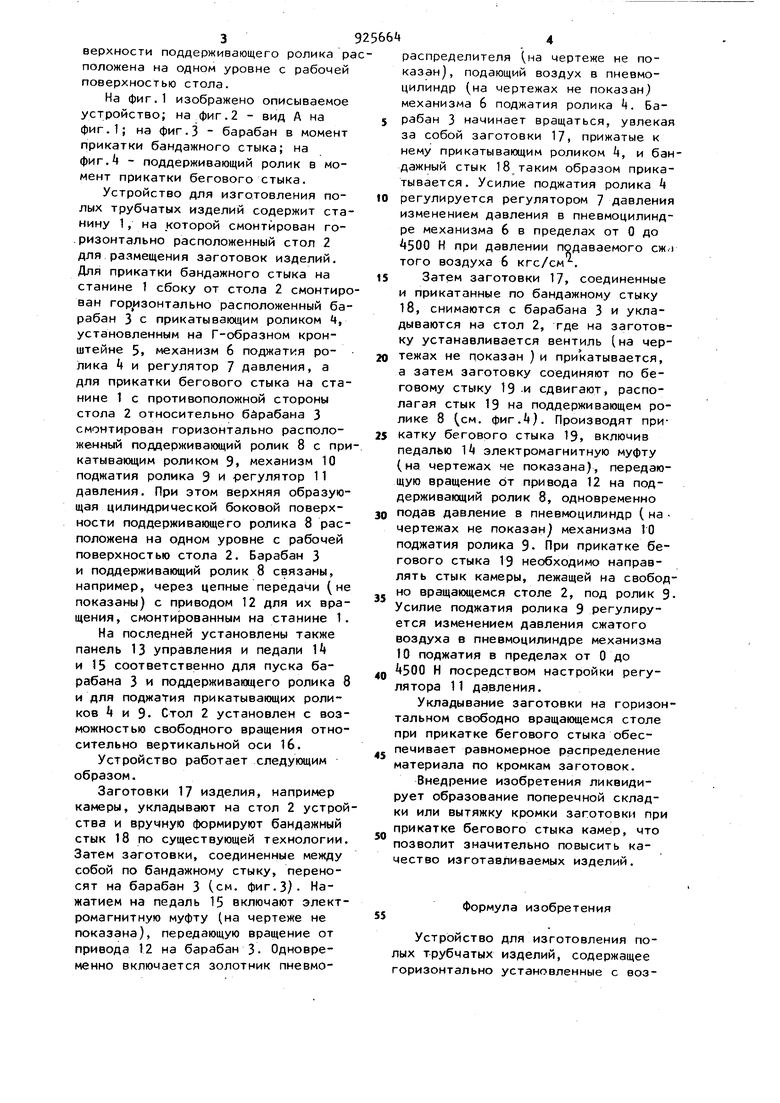
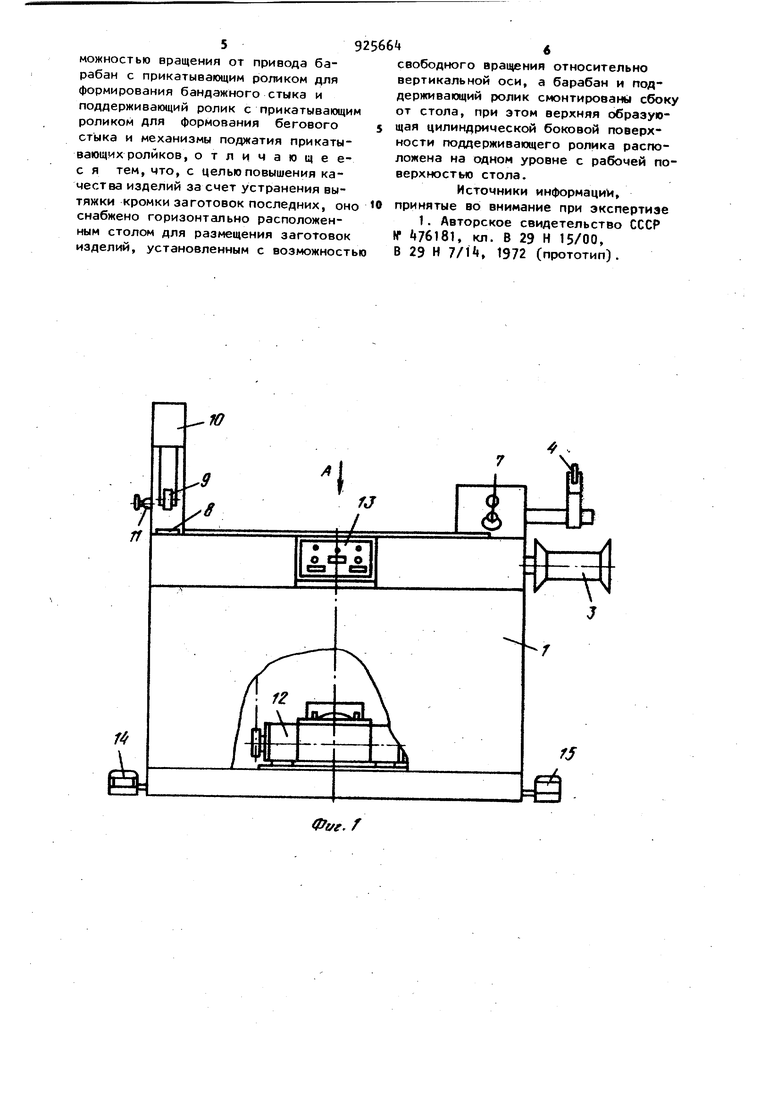
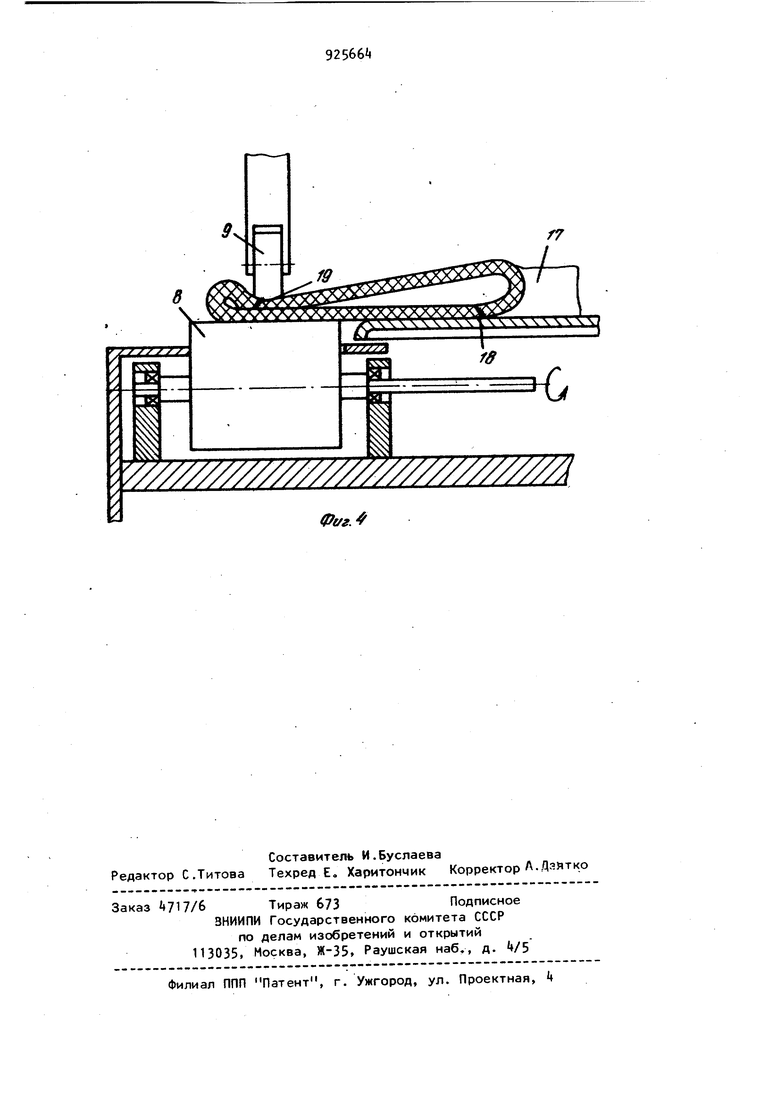
На фиг.1 изображено описываемое устройство; на фиг.2 - вид А на фиг.1; на фиг.З - барабан в момент прикатки бандажного стыка; на фиг.4 - поддерживающий ролик в момент прикатки бегового стыка.
Устройство для изготовления полых трубчатых изделий содержит станину 1 , на которой смонтирован го.ризонтальио расположенный стол 2 для размещения заготовок изделий. Для прикатки бандажного стыка на станине 1 сбоку от стола 2 смонтирован гор изонтально расположенный барабан 3 с прикатывающим роликом , установленным на Г-образном кронштейне 5, механизм 6 поджатия ролика i и регулятор 7 давления, а для прикатки бегового стыка на станине 1 с противоположной стороны стола 2 относительно бйрабана 3 смонтирован горизонтально расположенный поддерживающий ролик 8 с прикатывающим роликом 9 механизм 10 поджатия ролика 9 и регулятор 11 давления. При этом верхняя образующая цилиндрической боковой поверхности поддерживающего ролика 8 расположена на одном уровне с рабочей поверхностью стола 2. Барабан 3 и поддерживающий ролик 8 связаны, например, через цепные передачи (не показаны) с приводом 12 для их вращения, смонтированным на станине 1.
На последней установлены также панель 13 управления и педали I и 15 соответственно для пуска барабана 3 и поддерживающего ролика 8 и для поджатия прикатывающих роликов i и 9. Стол 2 установлен с возможностью свободного вращения относительно вертикальной оси 16.
Устройство работает следующим образом.
Заготовки 17 изделия, например камеры, укладывают на стол 2 устройства и вручную формируют бандажный стык 18 по существующей технологии. Затем заготовки, соединенные между собой по бандажному стыку, переносят на барабан 3 (см. фиг.З). Нажатием на педаль 15 включают электромагнитную муфту (на чертеже не показана), передающую вращение от привода 12 на барабан 3- Одновременно включается золотник пневмораспределителя (на чертеже не показан), подающий воздух в пневмоцилиндр (на чертежах не показан) механизма 6 поджатия ролика 4. Барабан 3 начинает вращаться, увлекая за собой заготовки 17, прижатые к нему прикатывающим роликом 4, и бандажный стык 18 таким образом прикатывается. Усилие поджатия ролика k
регулируется регулятором 7 давления изменением давления в пневмоцилиндре механизма 6 в пределах от О до А500 И при давлении подаваемого сж.1 того воздуха 6 кгс/см.
5 Затем заготовки 17, соединенные и прикатанные по бандажному стыку 18, снимаются с барабана 3 и укладываются на стол 2, где на заготовку устанавливается вентиль (на чертежах не показан ) и прикатывается, а затем заготовку соединяют по беговому стыку 19 и сдвигают, располагая стык 19 на поддерживающем ролике 8 (см. фиг.). Производят при5 катку бегового стыка 19, включив педалью Il электромагнитную муфту (на чертежах не показана), передающую вращение от привода 12 на поддерживающий ролик 8, одновременно
0 подав давление в пневмоцилиндр ( на чертежах не показан механизма 10 поджатия ролика 9- При прикатке бегового стыка 19 необходимо направлять стык камеры, лежащей на свободно вращающемся столе 2, под ролик 9Усилие поджатия ролика 9 регулируется изменением давления сжатого воздуха в пневмоцилиндре механизма 10 поджатия в пределах от О до
п 500 И посредством настройки регулятора 11 давления.
Укладывание заготовки на горизонтальном свободно вращающемся столе при прикатке бегового стыка обеспечивает равномерное распределение материала по кромкам заготовок.
Внедрение изобретения ликвидирует образование поперечной складки или вытяжку кромки заготовки при прикатке бегового стыка камер, что позволит значительно повысить качество изготавливаемых изделий.
Формула изобретения
Устройство для изготовления полых трубчатых изделий, содержащее горизонтально установленные с возможностью вращения от привода барабан с прикатывающим роликом для формирования бандажного стыка и поддерживающий ролик с прикатывающим роликом для формования бегового стыка и механизмы поджатия прикатывающих роликов, отличающеес я тем, что, с целью повышения качества изделий за смет устранения вытяжки кромки заготовок последних, оно снабжено горизонтально расположенным столом для размещения заготовок изделий, установленным с возможность
свободного вращения относительно вертикальной оси, а барабан и поддерживающий ролик смонтированы сбоку от стола, при этом верхняя образующая цилиндрической боковой поверхности поддерживающего ролика расположена на одном уровне с рабочей поверхностью стола.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР V if/Siei, кл. В 29 Н 15/00, В 29 Н г/, 1972 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых трубчатых изделий из листовых резиновых материалов | 1972 |
|
SU476181A1 |
| Установка для сборки крупногабаритных резинотехнических изделий | 1978 |
|
SU739835A1 |
| Устройство для стыковки полос обрезиненного полотна | 1979 |
|
SU895708A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АРМИРОВАННЫХ ОБРЕЗИНЕННЫХ ПАТРУБКОВ | 2007 |
|
RU2373055C2 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| Устройство для прикатки к станкам для сборки покрышек | 1969 |
|
SU422211A1 |
| Устройство для наложения полосовых заготовок на барабан | 1979 |
|
SU919259A1 |
| Устройство для наложения заготовок покрышек пневматических шин | 1986 |
|
SU1331661A1 |
| УСТРОЙСТВО ДЛЯ ПРИКАТКИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2085388C1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1983 |
|
SU1098827A1 |
325661 dvffA
фуг. г Фиг.
