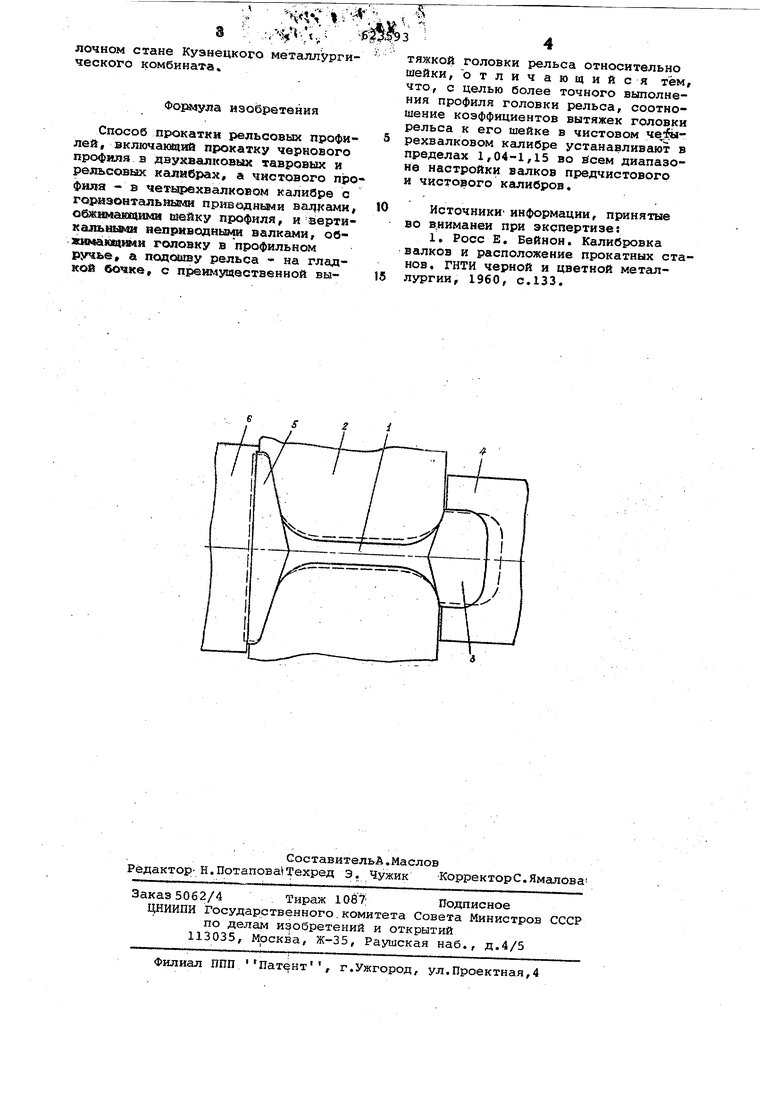
Изобретение относится к прокатно му производству и может быть исполь зовано при прокатке железнодорожных рельсов и других несимметричных фланцевых профилей. Известен способ прокатки рельсовых профилей, включающий прокатку чернового профиля в двухвалковых тавровых и рельсовых калибрах, а чистового профиля в четырехвалковой камере с преимущественной вытяжкой головки рельса относительно его шейки jl . Недостатком известного способа является недозаполнение ручья формирующего головку рельса,металлом, что приводит к неточному выполнению профиля головки рельса, наличию неровностей на ее рабочей поверхности С целью устранения указанного недостатка в чистовом четырехвалковом калибре соотношение коэффициентов ;вытяжки головки рельсы и его шейки устанавливают в предел ах 1,04-1,15 во всем диаметре настройки валков предчистового и чистового калибров, На чертеже приведена схема деформации рельсового профиля в чистовом четырехвалковом калибре, Штриховыми линиями показан предчистовой профиль рельса. Шейка 1 рельсы обжимается прявод ными валками 2, головка 3 ;непривЬд-; ным валком 4 с профильншл калибром,а подошва 5-неприводным валком б с гладкой бочкой. При этом предчистов(у и чистовому калибрам задаются такие геометрические параметры, которые обеспечивают соотношение коэффициентов вытяжки головки 3 и шейки 1 рельсы в пределах 1,04-1,15, а (Коэффициент вытяжки подсшлы равньв4 среднему коэффициенту яытяжки головки и шейки - во всем диапазоне Настройки Калибров. В этих условиях металл в результате обжатия вертикальным профилирующим валком перетекает частично в шейку, что обеспечивает выравнивание вытяжек толовки и шейки профиля. Следствием таких условий является полное заполнение ручья неприводного валка, профилирующего головку рельса, и точное выполнение ее профиля при любом варианте настройки валкоВ. предчистового и чистового калиОрюв, ОптимальнЪсть указанных режимов прокатки апробирована на рельсобаi.
.:.,
3
ЛОЧНОМ стане Кузнецкого металлургического комбината
Формула изоЬрвтвния
Способ прокатки рельсовых профиЛей, включаккцнЗ прокатку чернового профиля в двухвалковых тавровых и рельсовых калибрах, а чистового профиля - в четщгехвалковом калибре с горизоитальш |Ш приводньми валиками, обжнмакащма шеЗку профиля, и вертикальшфш неприводн1лми валками, об асимапщими головку в профильном ручье, а подошву рельса - на гладков бочке, с преимущественной выт
тяжкой головки рельса относительно шейки, отличающийся тем, что, с целью более точного выполнения профиля головки рельса, соотношение коэффициентов вытяжек головки рельса к его шейке в чистовом чейлрехвалковом калибре устанавливают в пределах 1,04-1,15 во йсем диапазоне настройки валков предчистовогр и чистового калибров.
Источники- информации, принятые во дниманеи при экспертизе:
1, Росс Б, Бейнон. Калибровка валков и расположение прокатных станов, ГНТИ черной и цветной металлургии, I960, с.133.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2008 |
|
RU2394660C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ТИПА Р65 | 2009 |
|
RU2409431C1 |
