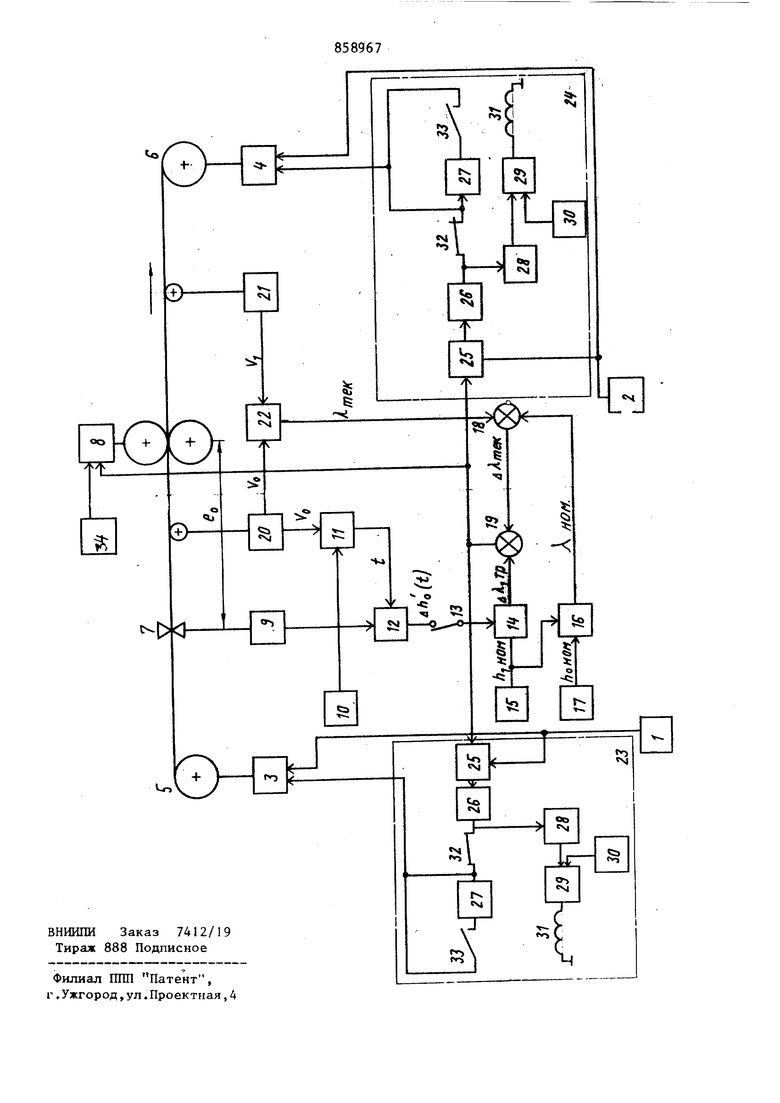
(54) СИСТЕМА ДЛЯ АВТОМАТИЧЕСКОЙ СТАБИЛИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ПРИ ХОЛОДНОЙ ПРОКАТКЕ НА РЕВЕРСИВНЬГХ СТАНАХ Изобретение относится к автоматизации прокатного производства, преимущественно к холодной прокатке рулонов. Наиболее близким к предлагаемой по технической сущности и достигаемому результату является устройство для автоматического регулирования толщины полосы на стане холодной прокатки и дрессировки, содержащее датчики толщины и скорости, блок регулировани положения нажимных устройств, датчик толщины полосы на входе в клеть, измеритель скорости входящей в клеть . полосы, первый и второй блоки деления первый элемент сравнения, переключатель, задатчик номинального значения толщины выходящей из клети полосы, задатчик номинального значения толщины входящей в клеть полосы, причем выход задатчнка номинального значения толщины выходящей из клети полосы и выход задатчика номинального значения толщины входящей к;тать полосы соеди нены соответственно с первым и вторым входами первого блока деления, выходы измерителей скорости входящей и выходящей из клети полосы соединены соответственно с первым и вторым входами второго блока деления П . Однако при применении измерителя толщины, показывающего отклонение толщины от номинального значения, нельзя определить требуемую величину деформации без учета абсолютного значения толщины полосы на входе в кйеть. Пр именение измерителей отклонения толщины от номинального значения, а не измерителей абсолютной толщины оправдано тем, что выходное напряжение таких измерителей используется полностью только на отклонение толщины от номинального значения. В случае же использования измерителя абсолютного значения толщины его выходное напряжение используется только на 5-10%, что снижает точность регулирования. Цель изобретения - повышение качества полосы. Указанная цель достигается тем, что система, содержащая блок регулирования положения нажимных устройств толщины полосы на входе в клеть, измеритель скорости входящей в клеть полосы, измеритель скорости выходящей из клети полосы, первый и второй блоки деления, первьш элемент сравнения, переключатель, задатчик номинального значения толщины выходящей из клети полосы, задатчик номинального значения толщины входящей в клеть полосы, причем выход задатчика номинального значения толщины выходящей из клети полосы и выход за датчика номинального значения толщины входящей в клеть полосы соединены соответственно с первым и вторым вхо дами первого блока деления, выходы измерителей скорости входящей и выходящей из клети полосы соединены соответственно с первым и вторым вхо дами второго блока деления, дополнительно снабжены третьим и четвертым блоками деления, вторым элементом сравнения, двумя устройствами ограни чения максимального натяжения полосы двумя блоками регулирования заднего и переднего натяжения, двумя задатчиками натяжения, измерителем отклон ния полосы, задатчиком расстояния между измерителем отклонения толщины полосы и клетью, задатчиком положения нажимных устройств и блоком регулируемого запаздывания, причем выход первого задатчика натяжения соединен с первым входом первого блока регулирования заднего натяжения, соединенного с разматывателем, выход второго задатчика натяжений соединен с первым входом второго бло регулирования переднего натяжения, соединенного с моталкой, задатчик положения нажимных устройств соедине с первым входом блока регулирования по ложения нажимных устройств,выход задат чика расстояния между измерителем отклонения толщины полосы и клетью и выход измерителя скорости входящей в клеть полосы соединены соответстве но с первым и вторым входами третьег блока деления, выход которого соединен с первым входом блока регулируемого запаздываутя, второй вход которого соединен с выходом измерителя отклонения толпр тш полосы, выход 74 блока регулируемого запаздывания через переключатель соединен с первым входом четвертого блока деления, второй вход которого соединен с выходом задатчика номинального значения толщины входящей в клеть полосы, выход первого и выход второго блоков деления соединены соответственно с первым и вторым входами первого элемента сравнения, вьтход первого элемента сравнения и выход четвертого блока деления соединены соответственно с первым и вторым входами второго элемента сравнения, выход которого соединен с первыми входами первого и второго устройств ограничения максимального натяжения полосы и со вторым входом блока регулирования положения нажимных устройств, вторые входы первого и второго устройств ограничения максимального натяжения полосы соединены с выходами соответственно первого и второго задатчиков натяжения, Ъыходь первого и второго устройств ог- раничения максимального натяжения полосы соединены со вторыми входами соответственно первого и второго блоков регулирования заднего и переднего натяжения. Кроме того, каждое из устройств ограничения максимального натяжения полосы содержит множительно-делительньй блок, масштабный преобразователь, интегрозапоминающий блок, выпрямитель, компаратор, задатчик величины добавочного натяжения и реле, причем первым и вторым входами устройств являются первый и второй BKOfSfA множительно-делительного блока, а выходом - выход интегрозапоминающего блока, при этом выход множительно-делительного блока соединен через масштабный преобразователь и размыкаклцийся контакт рел1й со входом интегрозапоминающего блока, выход которого через замыкающийся контакт того же реле соединен с собственным входом и со вторым входом одного из блоков регулирования натяжений, выход масштабного преобразователя через вьшрямитель соединен с первым входом компаратора, второй вход которого соединен с задатчиком величины добавочного натяжения, а вход - с обмпткой.реле, На чертеже представлена блок-схема предлагаемой системы. Система содержит задатчики 1 и 2 натяжения, блоки 3 и 4 регулирования заднего и переднего натяжения, разматыватель 5, моталку 6, датчик 7 толщины полосы на входе в клеть, блок 8 регулирования положения нажимных устройств, причем выходы за- датчиков 1 и 2 натяжения соединены с первыми входами соответственно пер вого и второго блоков 3 и 4 регулирования заднего и переднего натяжения, блок 3 регулирования заднего натяжения соединен с разматыв.ателем 5, блок 4 регулирования переднего натяжения соединен с моталкой 6. Выход датчика 7 толщины полосы на входе в клеть соединен со входом измерителя 9 отклонения толщины полосы. Выход задатчика 10 расстояния между измерителем 9 отклонения толщины полосы и клетью соединен с первым входом третьего блока 11 деления выход третьего блока 11 деления и выход измерителя 9 отклонения толщины полосы -соединены соответственно с первым и вторым входами блока 12 регулируемого запаздывания, выход которого через переключатель 13 соединен с первым входом четвертого бло ка 14 деления, второй вход которого соединен с выходом задатчика 15 номинального значения толщины входящей в клеть полосы, выход задатчика 15 номинального значения толщины входящ в клеть полосы соединен также с первым бходом первого блока 16 деления второй вход которого соединен с вых дом задатчика 17 номинального значения толщины выходящей из клети полос Выход первого блока 16 деления соеди нен со вторым тзходом первого элемент 18сравнения, выход которого и выход четвертого блока 14 деления соединен соответственно с первым и вторым вхо дами второго элемента 19 сравнения. Выходы измерителей 20 и 21 скорости входящей и выходящей из клети полосы соединены соответственно с первым и вторым входами второго блока 22 деления, выход которого соединен с первым входом первого элемента 18 сравнения. Выход второго элемента 19сравнения соединен с первыми вход ми первого и второго устройств 23 и ограничения максимального натяжения полосы, вторые входы которых соединены с выходами соответс1-венно первого и второго задатчнкон 1 и 2 натяжения. Выходы ueMHoio vi пторото 76 устройств 23 и 24 ограничения максимального натяжения полосы соединены соответственно со входами первого и второго блоков 3 и 4 регулирования заднего и переднего натяжения. Каждое из устройств 23 и 24 ограничения максимального натяжения полосы состоит из множительно-делительного блока 25, масштабного преобразователя 26, интегрозапоминающего блока 27, вьшрямителя 28, компаратора 29, задатчика 30 величины добавочного натяжения, обмотки реле 31, Первым и вторым входами устройства 23 и 24 являются первые и вторые входы множительно-делительного блока 25, а выходом - выход интегрозапоминающего блока 27, выход множительно-делительного блока 25 через масштабный преобразователь 26 и размыкающий контакт реле 32 соединен со входом интегрозапоминающего блока 27, выход которого через размыкакнций контакт 33 того же реле 31 соединен с соответственным входом блоков 3 и 4 регулирования заднего и переднего натяжения, выход масштабного преобразователя 26 через выпpя итeль 28 соединен с первым входом компаратора 29, второй вход которого соединен с задатчиком 30 величины добавочного натяжения, а выход - с обмоткой реле 31. Первый и второй входы блока 8 регулирования положения нажимных устройств соединены соответственно с выходом задатчика 34 положения нажимных устройств и с выходом второго элемента 19 сравнения. С помощью предлагаемого устройства решается задача получения постоянной продольной толщины полосы на выходе из прокатной клети при заданных зна- , чениях номинальной толщины на выходе из клети h,. ,-... подсчитывается номинапьное значение величины деформации СХнолл) и требуемая величина деформации в .зависимости от откпо- нения толщины полосы на от ее номинального значения, вьщеляется поправка к заданной номинальной величине деформации при отклонении толщины полосы на входе в клеть от ее номинального значения и поправка текущего значения величины деформации к заданной величине деформации, сравниваются величины добавок деформаций, требуемых для получения постоянной толщины на выходе, с текущей в данной точке полосы. Система работает следующим образом. Задатчиком 15 на первые входы бло ков 14 и 16 деления задается сигнал, пропорциональный , задатчиком 17 номинального значения выходящей из клети полосы выдается сигнал h на второй вход блока 16 деления, да выходной сигнал этого блока будет пропорционален - X цодд, измеритель отклонения толщины входящей в клеть полосы выдает сигнал пропорциональный ЛНд, который подается на второй вход блока 12 регулируемого запаздывания. Время задержки t подсчитывают ся блоком- 11 деления, на выходе кото рого получается результат деления . - Ъ TS (для универсальности VO „ , устройства величина l устанавливает ся с помощью задатчика 10). На выходе блока регулируемого запаздывания сигнал пропорционален дН0{1). Блок 22 деления подсчитывает текущую/Ljgj, вытяжку полосы, получая информацию от измерителя 20 скорости входящей в клеть полосы V и измерителя 21 скорости выходящей из полосы V . На элементе 18 срав клети сравниваются А-ц с блонения v pclinjruar a.iui 1-л Т6К ка 16 деления. Результирующая величина элементе 19 сравнения срав-ниваетсй c X-fpee поступающей с блока 14 деления. Сигнал рассогласования дХцд через устройства 23 и 24 ограничения максимального натяжения полосы подается в блоки 3 и 4 регулирования натяжения полосы, а та же в блок 8 регулирования положения нажимных устройств. Переключателем 13 исключаются из работы элементы. связанные с регулированием толщины полосы, и устройство переходит на ре гулирование вытяжки. При достижении процентной добавки (например, переднего) натяжения уровня срабатывания компаратора 29 реле 31 своими контак тами отключает интегрозапоминающий блок 27 от корректирующей цепи и .. уровень натяжения будет ограничен заданным задатчиком 30 величины макс мального натяжения. Первноначальное натяжение задается задатчиком 1. Про цент добавки корректирующего натяжения пропорцинален как величине ДД.у HuiLj gp, так и заданному натяжению. Выходное напряжение множительно-дели тельного блока 25 меняется масштабным преобразователем 26, который одновременно играет роль фильтра. Устройство ограничения заднего натяжения полосы работает аналогично. Предлагаемая система обеспечивает постоянство толщины полосы на выходе з клети независимо от колебаний толины полосы на входе в клеть и от условий деформ ции требуемый размер олосы на выходе из клети при заданных уровнях натяжения на концах полосы система начинает работу сразу после начала движения полосы устройство обеспечивает ограничение изменения натяжения при регулировании толпщны полосы, чем обеспечивает устойчивость процесса прокатки уставки натяжений и положения нажимных устройств, выбранные оператором в предлагаемом устройстве, корректируются автоматически по уставкам толщины полосы, входящей в клеть и выходящей из клети. Экономический эффект от использования предлагаемой системы заключается в облегчении работы оператора за счет корректировки натяжений в допустимых по условиям прокатки пределами и повышении качества полосы. Формула изобретения 1,Система для автоматической стабили ации технологических параметров при холодной прокатке на реверсивных станах, содержащая блок регулирования положения нажимных устройств, датчик толщины полосы на входе в клеть, измеритель скорости входящей в клеть полосы, измеритель скорости выходящей из клети полосы, первый и второй блоки деления, первый элемент сравнения, переключатель, задатчик номинального значения ТОЛЕЦИНЫ выходящей из ети полось, задатчик номинального значения толщины входящей в клеть полосы, причем Ш11ход задатчика номинального значения толщины выходящей из клети полосы и выход задатчика номинального значения толщины входящей в клеть полосы соединены соответственно с первым и вторым вхо дами первого блока деления, выходы измерителей скорости входящей и выходящей из клети полосы соединены соответственно с первым и вторым входами второго блока деления, о тлиЧающаяся тем, что, с целью повышения качеству полосы, она дополнительно снабжена третьим и четвертым блоками деления, вторым элементом сравнения, двумя УСТРОЙствами ограничения максимального натяжения полосы, двумя блоками регулирования заднего и переднего натяжения, двумя задатчиками натяжения, измерителем отклонения толщины полосы, задатчиком расстояния между измерителем отклонения толп5 ны полосы и. клетью, задатчиком положения нажимных устройств и блоком регулируемого запаздывания, причем выход первого задатчика натяжения соединен с первым входом первого блока регулирования заднего натяжения, соединенного с разматывателем, выход .второго задатчика натяжений соединен с первым входом второго блока регулирования переднего натяжения, соединенного с моталкой, задатчик положения налатмных. устройств соединен с первым входом блока регулирования положения нажимных устройств, выход задатчика расстояния между измерителем отклонения толщины полосы и кле0
тью и выход измерителя скорости входящей в клеть полосы соединены соотвехвественно с первым и вторьм входами третьего блока деления, выхо которого соединен с первым входом , блока регулируемо запаздывания, второй вход которого соединен с выходом - измерителя отклонения толщины полосы, выход блока регулируемого запаздывания через переключатель соединен с первым входом четвертого бло ка деления, второй вход которого соединен с выходом задатчика номинального значения толщины входящей в клеть полосы, выход первого и выход второго блоков деления соединены соответственно с первым и вторым входами первого злемента сравнения, выход первого злемента сравнения и выход четвертого блока деления сое.динены соответственно с первым и вторым входами второго элемента сравнения, вьтход которого соединен с первыМИ входами первого и второго устройств ограничения максимального натяжения полосы и со вторым входом блока регулирования положения нажимных устройств, BTOiMde входы первого и второго устройств, ограничения максимального натяжения полосы соединены с выходами соответственно первого и второго задатчикЬв натяжения, выходы первого и второго устройств ограничения максимального натяжения полосы соединены со вторыми входами соответственно первого и второго блоков регулирования заднего и переднего натяжения.
2. Система поп.1, отличающаяся тем, что каждое из устройств ограничения максимального натяжения полосы содержит множительно-делительный блок, масштабный преобразователь, интегрозапо 4инающ ;1й блок, выпрямитель, компаратор, задатчик величины добавочного натяжения и реле, причем первым и вторым входами устройства являются первый и второй входы множительно-делительного блока, а ВЫХОДОМ-- шлход интегрозапоминающего блока, при этом выход мнотгчтельно-делительного блока соединен через масштабный преобразователь и разьФ1какяцийся контакт реле со входом интегрозапоминающего блока, выход которого через замыкающийся контакт того же реле соединен с собственным входом и со вторым входом одного из блоков регулирования натяжений, выход масштабного преобразователя через вьтрямитель соединен с первым входом компаратора, второй вход которого соединен с задатчиком величины добавочного натяжения, а выход с обмоткой реле.
Источники информации, принятые во внимание при зкспертизе
1 . Авторское свидетельство СССР № 500841, кл. В 21 В 37/02, 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования скорости и толщины фольги на непрерывном фольгопрокатном стане | 1981 |
|
SU988395A1 |
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA СТАНЕХОлОдНОй пРОКАТКи-ВОлОчЕНия бЕзОХВАТА ВАлКОВ пОлОСОй | 1979 |
|
SU801922A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки-волочения без охвата валков полосой | 1982 |
|
SU1101309A1 |
| Устройство автоматического регулирования толщины полосы | 1981 |
|
SU1005969A1 |
| Устройство для автоматического регулирования толщины полосы заданного профиля | 1982 |
|
SU1033248A1 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство для задания уставкиНАТяжЕНия пОлОСы | 1979 |
|
SU814501A1 |