Изобретение относится к области машиностроения и может быть использовано при автоматизешии загрузки станков и автоматических линий.
Известно устройство для пневмотранспортирования мелких деталей, состоящее из блока управления (электронный блок, золотник, регуляторы давления), управляющего клшана, двух датчиков и транспортирукшей трубки i . Деталь из бункера попадает, во входиую часть трубки и под дейс-гаием силы тяжести проходит мимо упрввлнкнцего клапана, включающего сжатый воздух. Поток возд ха продувает деталь через трубку, где она фиксируется сперва датчиком, а на выходе - другим. Второй датчик выдает сигнал на электронный блок, в результате чего управляющий клапан возвращается в исходное положение, открывая доступ в трубку очередной детали.
Недостатком устройства является то, что струя сжатого воздуха используется только для транспортирования детали, а
для контроля кюстопсщожения детали используются сложные электронные системы.
Известно и другое устройство, содержащее бункер, питатель и дифференциапьный датчик давления 2 . Деталь, поступающая из бункера на контрольную площадку, измеряется системой-датчик давления - преобразователь информации - и с помощью электромагнита отправляется
или в бункер, или в лоток-накопитель.
Недостатком д 1нНрго устройства является неспособность его к транспортировке детали из бункера струей сжатого воздуха с одновременным контролем ее
местоположения.
Целью настоящего изобретения является поштучная выдача деталей при одновременном контроле наличия детали одной струей сжатого воздуха.
Для этого в шиберном питателе выполнено гнездо для размещения детали, соединенное через герметичный трубчатый лоток с бункером, а через сквозной калиброванный канал с дифференциальным
датчиком давлення.
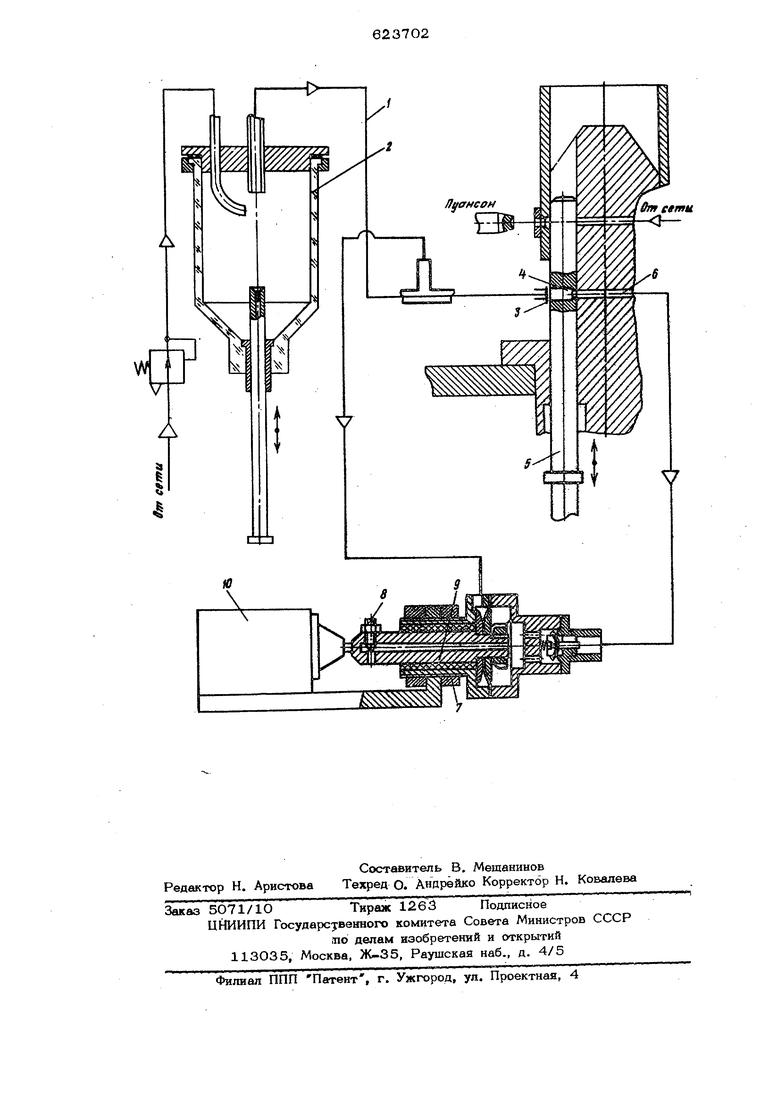
На чертеже изображено устройство, общий вид.
Герметичный трубчатый лоток 1 одним концом StecTKO соединен с бункером 2 пневматического действия, а другим уплотняющее скользящее соединение 3 с гнездом 4 шиберного ;питателя 5, имеющего возможность возвратно-поступательного движения. Гнездо 4 соединено через сквозной калиброванный канал 6 с нетзтоковоЙ полостью дифференциального датчика давления 7 , а далее с атмосферой. Дроссель 8 обеспечивает такую разность давлений в щтоковой и нештоковой пфлостях дифференциального датчика дав- лфния 7, при которой шток 9 будет всегд4 сдвинут влево при отсутствии детали в; гнезде 4. Конечный выключатель 10 управляет шиберным питателем 5 и приводом тошсатепя бункера 2.
Уотройство работает следующим образом,
Деталь, поступившая в герметичный трубчатый лоток 1 из бункера 2, пнев-матическоГо действия, струей сжатого воздуха проталкивается в гнездо 4 щи-бёрного писателя 5. При этом давлени€ в нештокоэрй полости ди({х 1еренциального датчика 7 надает, и щток 9 перемещается вправоо Срабатывает конечный выкл.ю- чйтель 10 и вьщает управляющий сигнгш штберному питателю 5, который, перемещаясь в ьерхнее положение, переносит деталь в рабочую зону станка, а приЬод толкателя в бункере 2 пневматической) действия отключается, прекращая подачу
очередной детали в трубчатый лоток 1. После освобождения гнезда 4 от детали и возвращения шиберного. питателя 5 в исходное положение, шток 9 перемещается влево и посредством конечного выключателя 1О вьщает команду приводу толкателя бункера 2. Подается очередная деталь, и цикл повторяется.
Формула изобретения
Устройство , лля транспортирования деталей струёй сжатого воздуха, содержащее бункер пневматического действия, щиберный питатель и дифференциальный датчик давления, отличающееся тем, что, с целью пощтучной выдачи деталей при одновременном контроле наличия детали одной струей сжатого воздуха, в шиберном питателе .выполнено гнездо для размещения детали, соединенное посредством герметичного трубчатого лотка с бункером и сквозного калиброванного отверстия с дю})ференциальным датчиком давления.
Игточники информации, принятые во внимание при экспертизе:
1.Технология и оборудования механосборочного производства. Экспресс-информация ВИНИТИ,1975, № 20, реферат 176, с. 6.
2,Лебедовский М. О. Автоматизация сборочных работ, Лениздат, 1970,
с. 278, ф. 104. УАвт сети
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки сыпучего материала в пневматический питатель | 1990 |
|
SU1729965A1 |
| Автоматический агрегат для изготовления изделий из термореактивных пресс-материалов | 1985 |
|
SU1525007A1 |
| УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ | 1972 |
|
SU340508A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1972 |
|
SU424688A1 |
| Устройство для поштучной выдачи деталей струей сжатого воздуха | 1979 |
|
SU918013A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Устройство для разделения потока деталей | 1982 |
|
SU1105293A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2060841C1 |
| УСТАНОВКА АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ МУФТЫ И ИНСТРУМЕНТ АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ | 2003 |
|
RU2242298C1 |
| Устройство для пневматического транспортирования плоских деталей | 1980 |
|
SU933582A1 |