1
Изобретение относится к прокатным станам для горячей прокатки металлических заготовок, с помощью которых могут быть изготовлены рулоны металлической ленты.
Известно устройство для создания про-дольных усилий в непрерывно прокатываемой полосе, содержащее, по меньшей мере, один нажимной ролик, установленный между соседними клетями с возможностью перемещения поперек направления движения полосы, с приводным механизмом поджатия ролика к полосе 1. Однако известное устройство способно создавать в полосе только растягивающие продольные усилия.
Целью изобретения является обеспечение обжатия по толщине металлической заготовки при черновой или промежуточной непрерывной прокатке под сжимающим продольным усилием, при этом величина продольного усилия регулируется посредством изменения объема проката, проходящего за единицу времени через зазор между валками. Во избежание появления усилия растяжения в прокате объем проката, подаваемого при черновой или промежуточной прокатке из одной клети прокатного стана в другую за единицу времени, преимущественно поддерживается чуть больщим, чем объем выдаваемого за единицу времени проката, а скорость прокатки в последующей клети прокатного стана увеличивается до тех пор или в предыдущей клети прокатного стана снижается до тех пор, пока выдаваемый объем проката не станет равным объему подаваемого проката за единицу времени. В месте увеличения или уменьщения скорости проката может осуществляться также соответствующее изменение зазора между валками.
Для создания в полосе, преимущественно при прокатке толстого листа, сжимающих усилий подпора предлагаемое устройство снабжено отклоняющим роликом, установ5ленным против нажимного ролика на уров.не, выходящем за уровень прокатки.
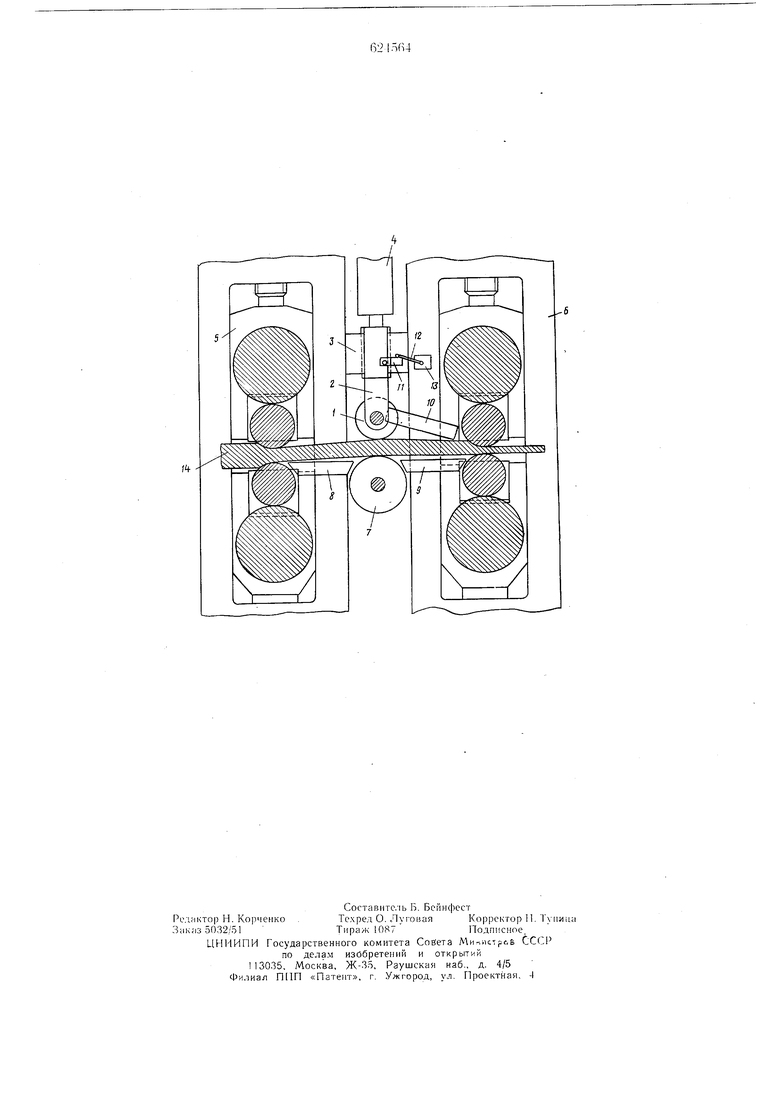
Преимущество прокатного стана по описываемому изобретению при непрерывной схеме черновой прокатки заключается в том, что черновой прокатный стан, может быть существенно укорочен. Кроме того, в прокате отмечается незначительное снижение температуры, которое дает возможность снизить температуру нагревательных печей для заготовок, располагаемых перед прокатной линией, примерно на 100°С, что влечет за собой экономию в горючем и в затратах на ремонтные работы на этом участке производства, а также повысить вес рулона металлической ленты, что приводит к экономии затрат на участке стана горячей прокатки и на последующих участках дальнейшей обработки. Кроме того, уменьшаются отклонения по ширине лент посредством попеременного действия осевого подпора и осевого растяжения в отдельных группах клетей. В результате этого производится более равномерная по ширине на всей длине полоса, так как вызываемые за счет неизбежных натяжений полосы в стане чистовой прокатки сужения по ширине компенсируются на большей части длины полосы за счет дополнительного расширения полосы в той группе клетей, в которой осуш.ествляется прокатка с помощью сжимаюш;их осевых усилий подпора полосы. На чертеже показан продольный разрез двух клетей чернового или промежуточного прокатного стана с установленным между ними предлагаемым устройством. Устройство содержит нажимной ролик 1, шарнирно установленный в опоре 2, которая размеш.ена в направляюш,их 3 и соединена с цилиндром 4. Устройство установлено между клетями 5 и 6. По другую сторону линии прокатки между клетями 5 и 6 установлены также отклоняющий ролик 7, опорные столы 8 и 9 и верхняя проводка 10. На опоре 2 смонтирован упор 11, с которым взаимодействует через рычаг 12 элемент 13 управления электроприводом клетей, установленный, например, на станине клети 6. Устройство работает следующим образом. Передний конец проката 14 проходит со скоростью рабочих валков клети 5 через опорный стол 8 и отклоняющий ролик 7 до тех пор, пока он не сталкивается с проводкой 10. Последняя загибает конец проката вокруг отклоняющего ролика по направлению вниз и задает между рабочими валками клети 6. Число оборотов рабочих валков в клети 6 устанавливается в таких пределах. чтобы проходящий через клеть 6 объе.м полосы за единицу времени был несколько меньше, чем подаваемый из клети 5 объем полосы за единицу времени. Таким образом, прокат 14 упирается в ролик 1 совместно с роликовой опорой 2 и давит на цилиндр 4. При этом опора 2 давит вверх упором 11 на рычаг 12 управления элементом 13, который снижает число оборотов приводного электродвигателя рабочих валков клети 5 до тех пор или уменьшает зазор между валками этой клети в таких пределах, пока выходящий из этой клети объем полосы не станет равным проходящему через клеть 6 объему полосы. Прокат 14 подвергается процессу обжатия, в том числе за время, в течение которого он поднимается от отклоняющего ролика 7 под действием усилия подпора в осевом направлении, которое определяется давлением в цилиндре 4. Посредством изменения этого давления может при необходимости варьироваться усилие подпора в прокате. Однако оно должно всегда быть установлено в таких пределах, чтобы лента перед или после ролика 1 не выгибалась по направлению вверх. Формула изобретения Устройство для,создания продольных усиЛИЙ в непрерывно прокатываемой полосе, содержащее, по меньщей мере, один нажимной ролик, установленный между соседними клетями с возможностью перемещения поперек направления движения полосы, с приводным механизмом поджатия ролика к полосе, отличающееся тем, что, с целью создания в полосе, преимущественно при прокатке толстого листа, сжимающих усилий подпора, оно снабжено отклоняющим роликом, установленным против нажимного ролика на уровне, выходящем за уровень прокатки. Источники информации, принятые во внимание при экспертизе: 1. Королев А. А. Зарубежные прокатные станы. Машгиз, 1958, с. 215-217.
(if 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения натяжения полосы при смотке в рулон | 1981 |
|
SU1044358A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Непрерывный прокатный стан | 1979 |
|
SU880522A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2014 |
|
RU2630106C2 |
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2085310C1 |