(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТЮДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШЮВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Устройство для сварки неповоротных стыков труб | 1974 |
|
SU522930A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
| Устройство для электродуговой сварки кольцевых швов | 1981 |
|
SU979056A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
Изобретение относится к оборудованию для эпектродуговой сваркн плавящимся электродом кольцевых швов и может найгн «менете в машиностроении, авиаононной, нефтяной и химической промышленносш.
Известно устройство для электродуговой сварки кольцевьис швов, содержащее, корпус, шарнирно закрепленный На нем полый стержень, сварочную горелку, закрепленную на свободном конце полого стержня, и смонтированные на корпусе механизмы перемещения горелкн по стыку и подачи электродной проволоки 1).
Однако такое устройство слож1ю конструктивно и ненадежно в работе иэ-за закручивания во время сварки токоподаодящих проводов, а также шлангов, подводящих воду и газ к сварочной горелке.
Целью изобретения является упрощение консгрукшш устройства и повышение его надежности в работе.
Это достигается тем, что механизм перемещения горелки по стыку выполнен в виде приводной шесгерни, направляющих, закрепленных на торце шесгерни, и ползуна с шарнирной опорой, подвижно установленной в направляюших.
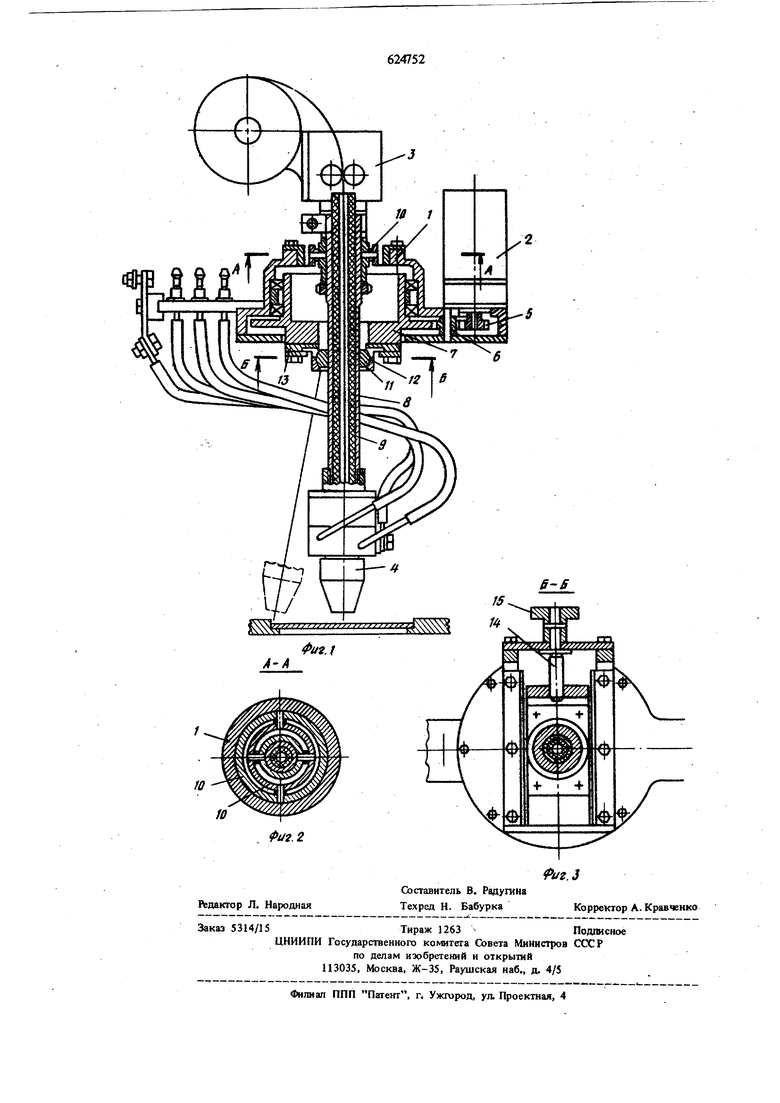
На фиг. 1 показано устройство, продольный разрез; на фиг. 2 - разрез по на фнг. 1; на фш. 3 - разрез по Б-ВнафигГ1. Устройство состоит из корпуса 1, на ктором установлен прнвод 2, механизм перемещения сварочной горелки по стыку, приводного, механизма подачи электродной проволоки 3, сварочной горелкн 4, шестерен 5-7, полого стержня 8, диэлектрической трубки 9, крестово-шарнирной муфты (шарннр Гука) 10, шарнирной опоры 11, ползуна 12, установленного в направляющих 13, винта 14 и ручки 15. Направляющие 13 закреплены на торце шестерни 7, шарнирная опора 11 - на ползуне 12, при этом центр ее Шаровой поверхности совпадает с осью шестерни 7.
Полый стержень 8 смонтирован в шаршфной опоре 11 с возможностью осевого перемещения. Сварочная горелка 4 крепится к торцу
полого стержня 8 так, что ее ось совпадает с осью полого стержня.
Устройство корпусом 1 крепится к механизму настройки (на чертеже не показано), пофедством которого ось сварочной горелки устанавливается на центр стыка. 36 Устройство работает следующим образом. После, установки сварочной гбрелки 4 на центр свариваемого стыка вращения винта 14 посредством ручки 15 по направляющим 13 осуществляют смещение ползуна 12 и щарнир дай опоры 11 с центра шестерни 7, при этом подвешейньш на шарнире 10 полый стержень 8 поворачивается на угол, соответствующий радаусу свариваемого стыка. Затем включают электродвигатель привода 2 и начинают вращаться шестерни 5-7. Сферическая втулка 11, вращаясь относительно оси шестерни 7, перемещает полый стержень 8 на образующей конуса, у которого вершина находится в центре кресгово-ц1арнирной муфты 10, а основание, описьшаемое электродом сварочнэй горелки 4, совпадает со свариваемым стыком. Таким образом, сварочная горелка перемрщается по круговому стыку, не йоворачиваясь отноогтельно корпуса 1 устройства. Установив сварочную горелку на стык, включают подачу в сварочную горелку защитно го газа, воды и сварочного тока. С включением механизма 3 электродная проволока через диэлектрическую трубку 9 и горелку 4 поступает в зону сварки, ще зажигается гчарочная дуга, После окончания сварки уаройсгво отводят 00 сварочного Стыка. Цикл сварки окончен. Применение устройства позво;шт снизить стоимость сварочных работ и -вели шт их надежность. Формула изобретения Устройство для злектродуговой сварки кольцевых щвов, содержащее корпус, шарнирно закрепленный на нем полый стержень, сварочную горелку, закрепленную на свободном конце полого стержня, и смонтированные на корпусе мег, ханизмы перемещшия горелки по стыку, о тличающееся тем, что, с целью упрощения конструкции устройства и повышения его надежности в работе, механизм перемещения горелки по стыку вьшолнен в виде приводной шестерни, направляющих, закрепленньк на торце шестерни, и ползуна с шарнирной опорой, подвижно установленной в направляющих. Источники информации, принятые во внимание при экспертизе: L Авторское свидетельсгао СССР № 523778, кл. В 23 К 37/02, 1973.
