Изобретение относится к области обработки металлов давлением и может быть использовано при поперечно-винтовой прокатке ребристых труб, используемых преимущественно в аппаратах воздушного охлаждения химического и нефтяного машиностроения.
Известен валок для прокатки ребристых биметаллических труб, содержаш,ий устаповленный на приводном валу комплект дисков переменного профиля.
При прокатке заготовки подобными валками наблюдается неравномерное распределение деформаций (в результате влияния контактного трения) по сечению проката и недостаточно интенсивное пластическое течение металла. В результате в процессе прокатки образуются углубления под ребрами, что отрицательно сказывается на качестве труб.
Наиболее близкое техническое решение к изобретению - валок для прокатки изделий в винтовых калибрах, содержаш,ий приводной вал и колебательную систему, выполненную в виде деформирующего инструмента, закрепленного на валке-волноводе, связанном с магнитострикционным преобразователем 1.
Однако этот валок не препятствует распространению ультразвуковых колебаний на приводной вал, что приводит к потерям акустической энергии, вводимой в очаг деформации.
Цель изобретения - создание акустической изоляции приводного вала от колебательной системы.
Поставленная цель достигается тем, что валок-волновод выполнен с центральной
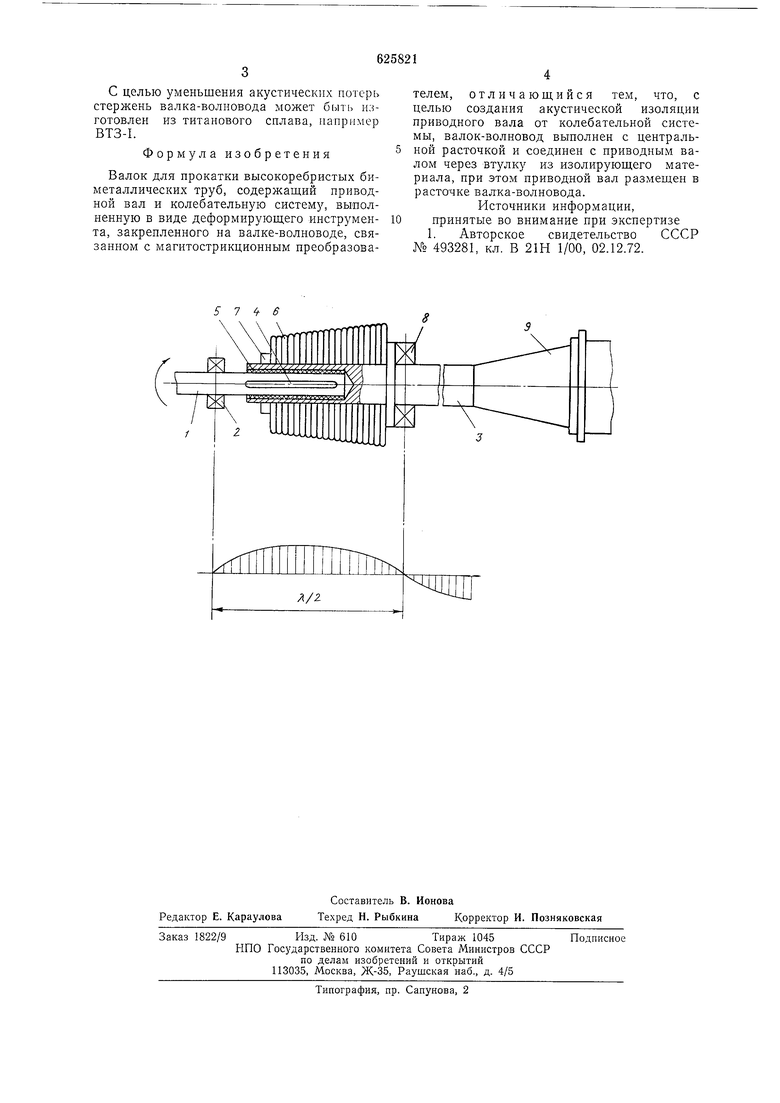
расточкой и соединен с приводным валом через втулку из изолирующего материала, при этом приводной вал размещен в расточке валка-волновода. На чертеже схематично показан нредлагаемый валок.
Приводной вал 1, опирающийся на подшипник 2, соединен соосно с валком-волноводом 3 шпоночным соединением 4 через втулку 5 из изолирующего материала (например, текстолит). Прокатные диски 6 закренлены гайками 7 на валке-волноводе 3, который опирается на подшипник 8 и находится в плотном акустическом контакте с магнитострикционным преобразователем 9,
являющимся источником УЗ К.
Длина валка-волновода рассчитана таким образом, чтобы в зоне взаимодействия дисков с прокатываемой трубой наблюдалась пучность резонансных колебаний.
С целью уменьшения акустических потерь стержень валка-волновода может быть изготовлен из титанового сплава, паирнмер BT3-I.
Формула изобретения
Валок для прокатки высокоребристых биметаллических труб, содержащий приводной вал и колебательную систему, выполненную в виде деформирующего инструмента, закрепленного на валке-волноводе, связанном с магитострикционным преобразователем, отличающийся тем, что, с целью создания акустической изоляции приводного вала от колебательной системы, валок-волновод выполнен с центральной расточкой и соединен с приводным валом через втулку из изолирующего материала, при этом приводной вал размещен в расточке валка-волновода.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 493281, кл. В 21Н 1/00, 02.12.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть планетарного стана поперечно-винтовой прокатки | 1990 |
|
SU1814935A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| Способ изготовления ребристых труб и валок для его осуществления | 1978 |
|
SU774736A1 |
| Валок для прокатки монометаллических ребристых труб | 1980 |
|
SU963652A1 |
| Составной прокатный валок | 1979 |
|
SU799847A1 |
| Прокатный валок | 1979 |
|
SU808173A1 |
| Валок для поперечно-винтовой прокатки ребристых труб | 1985 |
|
SU1268220A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБЧАТОГО ИЛИ ПРУТКОВОГО МАТЕРИАЛА | 2008 |
|
RU2475316C2 |
| Валок | 1988 |
|
SU1547897A1 |
