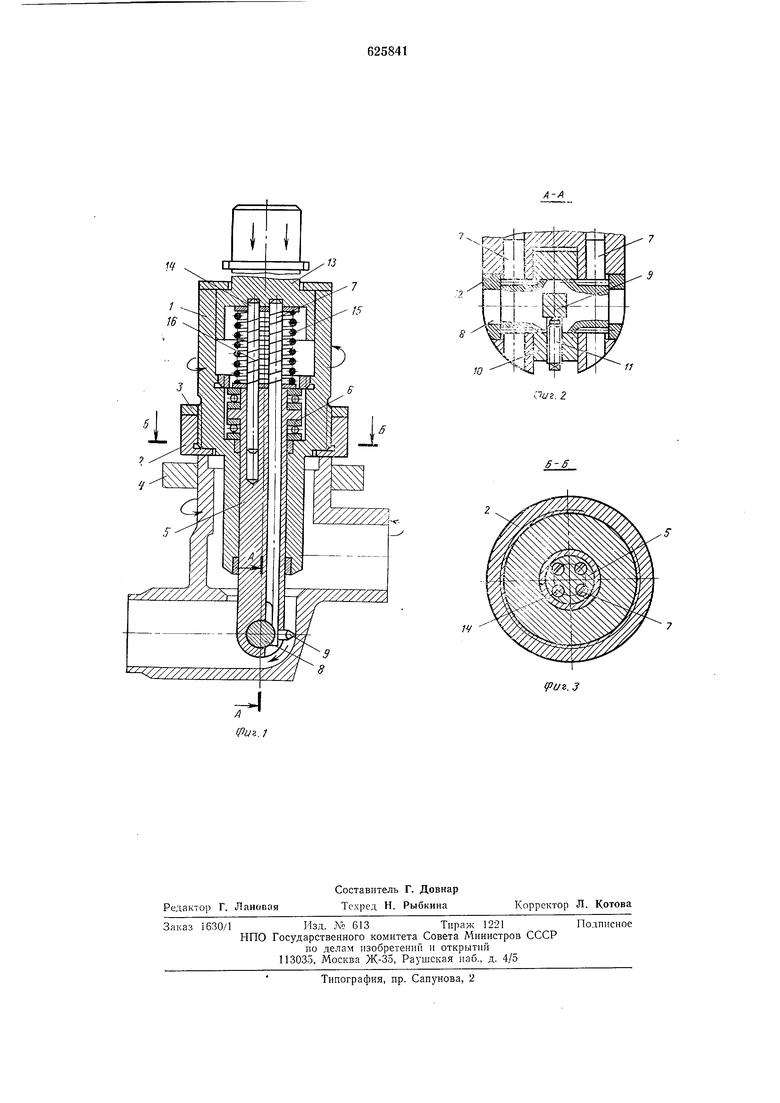
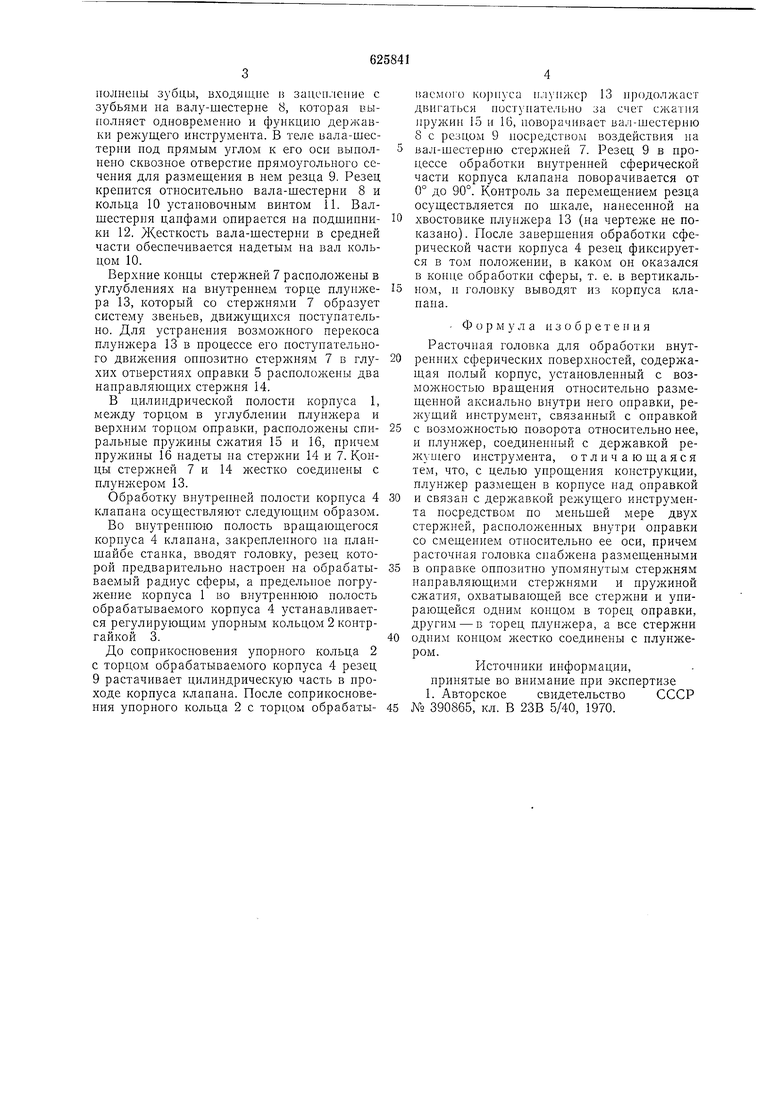
Изобретение относится к области машиностроения и предназначено для механической обработки внутренних сферических поверхностей деталей типа корпуса клапана со смещенными патрубками. Известны расточные головки для обработки внутренних сферических поверхностей, содержащие полый корпус, установленный с возможностью вращения относительно размещенной аксиально внутри него оправки, режущий инструмент, связанный с оправкой с возможностью поворота относительно иее, и плунжер, соединенный с державкой режущего инструмента 1. Недостатком известных конструкций является их сложность. Целью изобретения является упрощение конструкции. Для этого илунжер размещен в корпусе над оправкой и связан с державкой режущего ннструмснта посредством по меньшей мере двух стержней, расположепных внутри оиравкн со смещением относительно ее осп, причем расточная головка сиабжена размещенными в оправке оппозитно уиомянутым стержням направляющими стерл нями и пружиной сжатия, охватывающей все стержни и упирающейся одним концом в торец оправки, другим - в торец плунл ера, а все стержни одннм концом жестко соединены с плунжером. На фиг. 1 изображена расточная головка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Расточная головка содержит полый цилиндрический корпус 1, наружная и внутренние поверхности которого выполнены ступенчатыми. На нарулшой поверхности средней части корпуса имеется резьба, на которую навинчено упорпое кольцо 2. Кольцо 2 стопорится относительно корпуса контргайкой 3. Нижним торцом упорное кольцо 2 опирается на торец обрабатываемого корпуса 4 клапана. Во внутренней цилиндрической полости нижней части корпуса 1 расположена оправка 5 с кольцевым буртиком в верхней части на наружной поверхности, которым она оннрается через подплипиик 6 на кольцевой занлечнк корпуса 1. Кориус 1 имеет возможность вращення относительно оправки. В оправке .ть ее оси вынолпены четыре клапана, два нз которых глухие. Два других канала выполнены сквозными и в каждом из них расноложены подвижно относительно оиравки в осевом направлении стержни 7. На конце каждого стержня выполнеаы зуоцы, входящие и зацепление е зубьями на валу-шестерие 8, которая выполняет одновременно и функцию державки реж)щего инструмента. В теле вала-шестерни под прямым углом к его оси вынолнено сквозное отверстие прямоугольного сечения для размещения в нем резца 9. Резец крепится относительно вала-шестерни 8 и кольца 10 установочным винтом 11. Валшестерня цапфад и опирается па подшиппики 12. Жесткость вала-шестерни в средней части обеспечивается надетым па вал кольцом 10.
Верхние концы стержпей 7 расположены в углублениях на внутреннем торце плунл ера 13, который со стержнями 7 образует систему звеньев, двил ущихся поступательно. Для устранения возможного перекоса плунжера 13 в процессе его цоступательного движения опнозитно стержням 7 в глухих отверстиях оправки 5 расположены два нанравляющнх стержня 14.
В цилиндрической полости корпуса 1, между торцом в углублении плунжера и верхним торцом оправки, расположены спиральные пружины сжатия 15 и 16, причем пружины 16 падеты на стержни 14 и 7. Концы стержней 7 и 14 жестко соединены с плупжером 13.
Обработку внутренней полости корпуса 4 клапана осуществляют следующим образом.
Во внутреннюю полость вращающегося корпуса 4 клапана, закрепленного па планшайбе станка, вводят головку, резец которой предварительно настроен на обрабатываемый радиус сферы, а предельное погружепие корпуса 1 во внутреннюю нолость обрабатываемого корпуса 4 устанавливается регулирующим упорным кольцом 2 контргайкой 3.
До соприкосновения упорного кольца 2 с торцом обрабатываемого корпуса 4 резец 9 растачивает цилиндрическую часть в нроходе корпуса клапана. После соприкосновения упорного кольца 2 с торцом обрабатыиаемого корпуса п;1упжср 13 продолжает двигаться ностунательпо за счет сжатия нружип 15 и 16, поворачивает вал-шестерпю 8 е резцом 9 носредством воздействия на вал-шестерпю стержней 7. Резец 9 в цроцессе обработкн внутренней сферической части корпуса клапана поворачивается от 0° до 90°. Контроль за перемещением резца осуществляется по шкале, нанесенной па хвостовике нлунжера 13 (на чертеже пе показано). После завершения обработки сферической части корнуса 4 резец фиксируется в том нолол ении, в каком он оказался в конце обработки сферы, т. е. в вертикальном, н головку выводят нз корпуса клапапа.
Формула и 3 о б р е т е н и я
Расточная головка для обработки внутренних сферических новерхностей, содержащая нолый корпус, установленный с возможностью вращения относительно размещенной аксиально внутри пего оправки, релсущий инструмент, связанный с оправкой с возможностью поворота относительно нее, н нлунл ер, соединенный с державкой рел ушего инструмента, отличающаяся тем, что, с целью упрощения конструкции, плунжер размещен в корнусе над онравкой и связан с державкой рел ущего инструмента посредством по мепьшей мере двух стерл ней, расположеппых внутри оправки со смещением относительно ее оси, причем расточная головка снабжена размещенными в оправке оппозитно упомянутым стерл пям направляющими стержнями н пружиной сжатия, охватывающей все стерл ни и унирающейея одним концом в торец оправки, другим - в торец плупл ера, а все стержни одним концом л естко соединены с плунжером.
Источники информации, принятые во внимание нри экспертизе 1. Авторское свидетельство СССР № 390865, кл. В 23В 5/40, 1970.
1t
A-A
11
Ю
. 2
B-e
Риг.З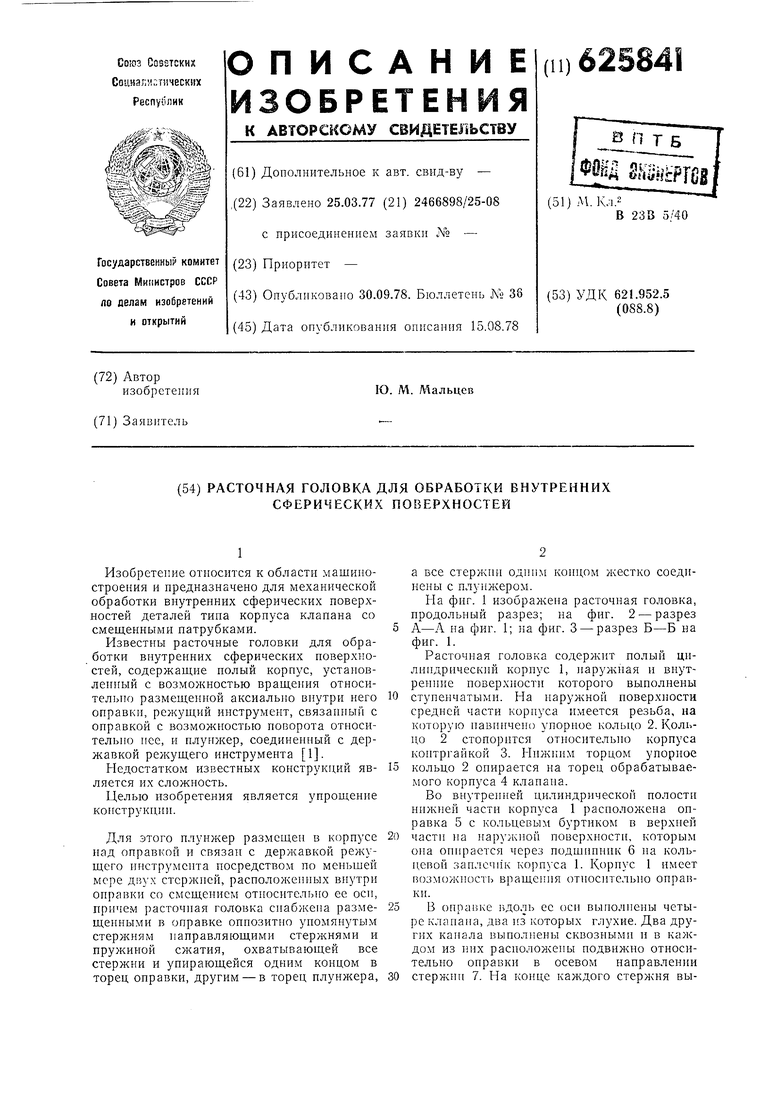
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1986 |
|
SU1414514A1 |
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| Комбинированный инструмент | 1984 |
|
SU1337241A1 |
| Расточная оправка | 1978 |
|
SU776765A1 |
| Головка для расточки и подрезки торцев | 1984 |
|
SU1291295A1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Расточная головка | 1987 |
|
SU1509189A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| Расточная оправка | 1976 |
|
SU715229A1 |
| Устройство для обработки конических поверхностей | 1980 |
|
SU956174A1 |