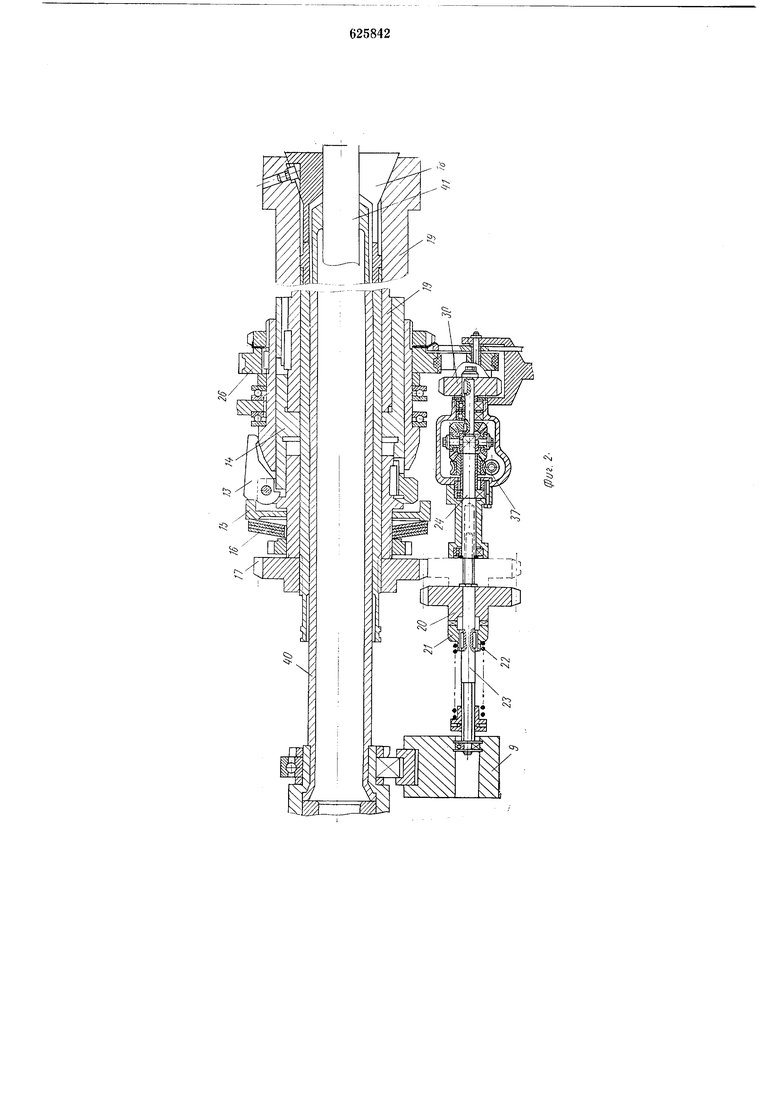
водом доворота через шестерню 20, которая .находится в зацеплении с упругой муфтой 21, подпружиненной пружиной 22 и перемещающейся в осевом направлении по шпонкам па телескопическом валике 23. Один конец валика сидит на подшипнике в ползуне 9 подачи, а другой двигается в осевом направлении при помощи шлицев впутри вала 24 водила 25 дифференциала.
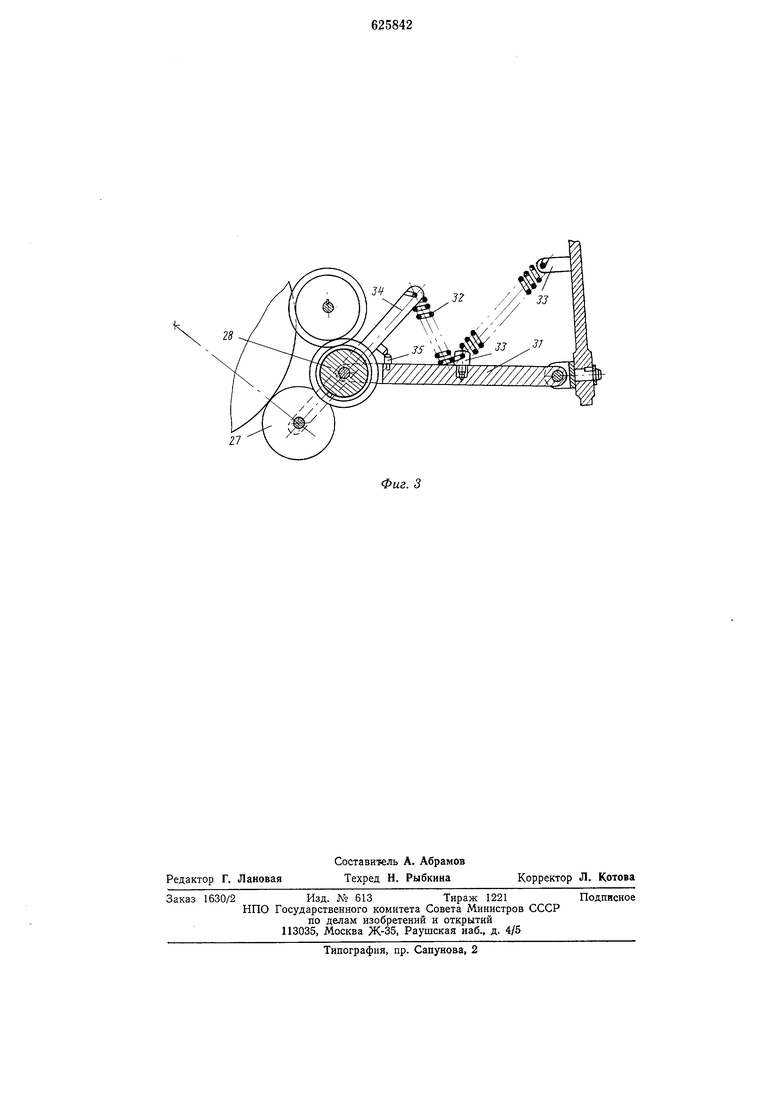
Водило дифференциальной нередачи связано со шпинделем через фрикционные колеса 26, 27, 28 и шестерни 29, 30. Рычаг 31 фрикциона кренится в корпусе. Пружины 32 обеспечивают контакт: правая нрулсина - шестерен 29 и 30, левая - колес 26 и 27. Пружины крепятся крюками 33, ввипченпыми в корпус и рычаг 31. Шестерня 29 выполнена заодно с фрикционным колесом 28. Благодаря системе рычагов с пружинами обеспечивается возмолсность одновременного ввода в зацепление пар фрикционных колес 26, 27 и шестерен 29, 30. Когда шпипдельный барабап проворачивается в следующую позицию, он нажимает на фрикционное колесо 27, при этом рычаг 34 отжимается, растягивая пружины 32. Чтобы после проворота шпиндельного барабана рычаг 34 с фрикционным колесом 27 заняли исходное положение и нод действием пружины 32 (левой) не отклонялись дальше, предусмотрены упоры 35.
Поворот водила 25 осуществляется от шагового двигателя 36 через червячную передачу 37.
Команда на поворот шагового двигателя от измерительного устройства И поступает по каналу 38 обратной связи с усилителем 39.
Труба 40 предназначена для подачи прутка 41.
Порядок работы механизма следуюший.
Когда шпиндельный барабан провернулся и шпиндель пришел в загрузочную позицию, происходит отрезка детали, входит в контакт фрикционный механизм, выполненный в виде колес 27 и 28 и шестерни 29, и вал водила дифференциала начинает вращаться с частотой врашения шпинделя.
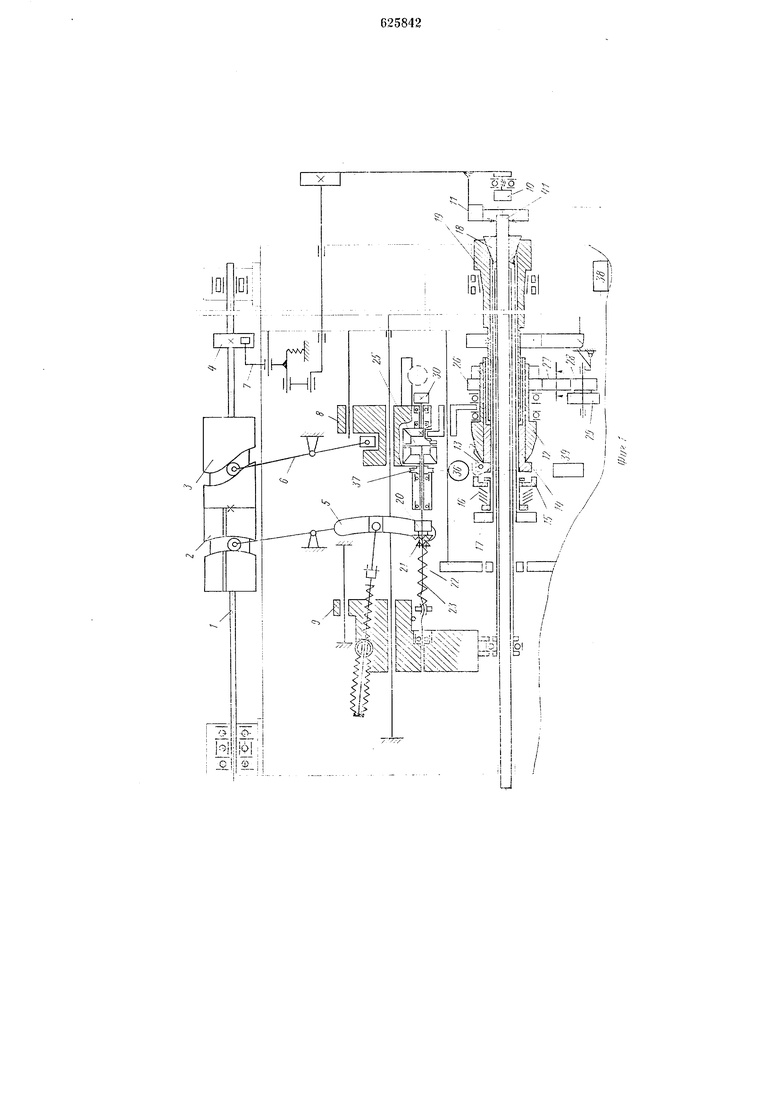
Следующий этап - подача материала. Ползун зажима 8 двигается вправо, происходит разжим прутка 41. Затем ползун подачи 9 перемещается вправо и пружиной 22 упругой муфты 21 заводит в зацепление зубчатую щестерию 20 и регулировочную гайку-шестерню 17, обеспечивая плавное зацепление при вращающемся шпинделе. Одновременно производят подачу прутка трубой 40 и цангой.
Па рычаге упора 10 расположено измерительное устройство 11, которое фиксирует отклонение диаметра прутка от номинала и через логическую схему обратной связи 38 и усилитель 39 передает информацию на шаговый двигатель 36 привода доворота, который через червячную пару 37 доворачивает или отворачивает водило 25. В зависимости от отклонения диаметра прутка происходит доворот или отворот регулировочной гайки-шестерни 17, затем зажим прутка 41. Ползун зажима 8 двигается влево, ползун подачи 9 с трубой подачи 40 тоже отойдут в крайнее левое положение, этим самым выведут из зацепления пару шестерен 20 и 17 и будут находиться там в процессе обработки детали.
Формула изобретения
Механизм зажима и подачи прутка токарпого многошпиидельного автомата, содержащий распределительный вал с кулачками зажима, подачи и упора прутка, рычажные передачи, ползуиы подачи и зажима, связанные с установленными с возможностью осевого перемещения муфтами, взаимодействующими наклонными поверхностями с рычагами, смонтированными в подвижных втулках и через регулировочные гайки, установленные на трубах зажима, воздействующими па зажимпые цангп, размещенные в шпинделях, отличающийся тем, что, с целью автоматического регулирования усилий зажима прутка с различными отклонениями диаметра при вращающемся шпинделе, он снабжен нриводом доворота регулировочной гайки, состоящим из щагового двигателя, связанного через обратную связь с устройством измерения диаметра прутка, установленным на упоре, и дифференциальной передачи, кинематически связанной со шпипделем с одной стороны и шаговым двигателем- с другой, а регулировочная гайка выполпена в виде зубчатого колеса с наружным зацеплением и кинематически связана с водилом дифференциальной передачи.
Источники информации, принятые во внимание при экспертизе
1. Кузнецов Ю. Н. Станки-автоматы. Часть I, Киев, 1973.
-N
j
f
/ w
/// J
//////шш/тт
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1979 |
|
SU882704A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1979 |
|
SU872038A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1977 |
|
SU657917A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1972 |
|
SU412999A1 |
| Многошпиндельный токарный автомат | 1985 |
|
SU1304988A1 |
| Многошпиндельный токарный станок | 1989 |
|
SU1720801A1 |
| Механизм зажима пруткового материала | 1987 |
|
SU1450910A1 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| Устройство для остановки и фиксации шпинделя станка в угловом положении | 1974 |
|
SU500012A1 |