1
Изобретение относится к сварочной технике, а именно к устройствам и приспособлениям, предназначенным для формирования обратной стороны шва при односторонней сварке стыковых соединений с зазором.
Известно устройство для формирования обратной стороны шва при сварке стыковых соедниепий с зазором, содержащее ползун и прижимной элемент в виде спицы, одним концом жестко закрепленный на торне ползуна. Спин,а нроходнт через зазор сварочного стыка, позволяя производить формирование обратной стороны шва без доступа к пей 1.
Это устройство является наиболее близким к изобретению но технической сущности и достигаемому результату.
Недостатком устройства является необходимость постоянно во время сварки вручную поддерживать прил имной элемент, что нри недостаточной квалификадни сварщика приводит к неравномерному качеству обратной стороны шва.
Цель изобретения - улучшенне качества обратной стороны шва.
Поставлеппая цель достигается тем, что прижимной элемент выполнен в виде пружины кручения, свободный конец которой
снабжен унором для взаимодействия с кромками изделия со стороны сварочной головки.
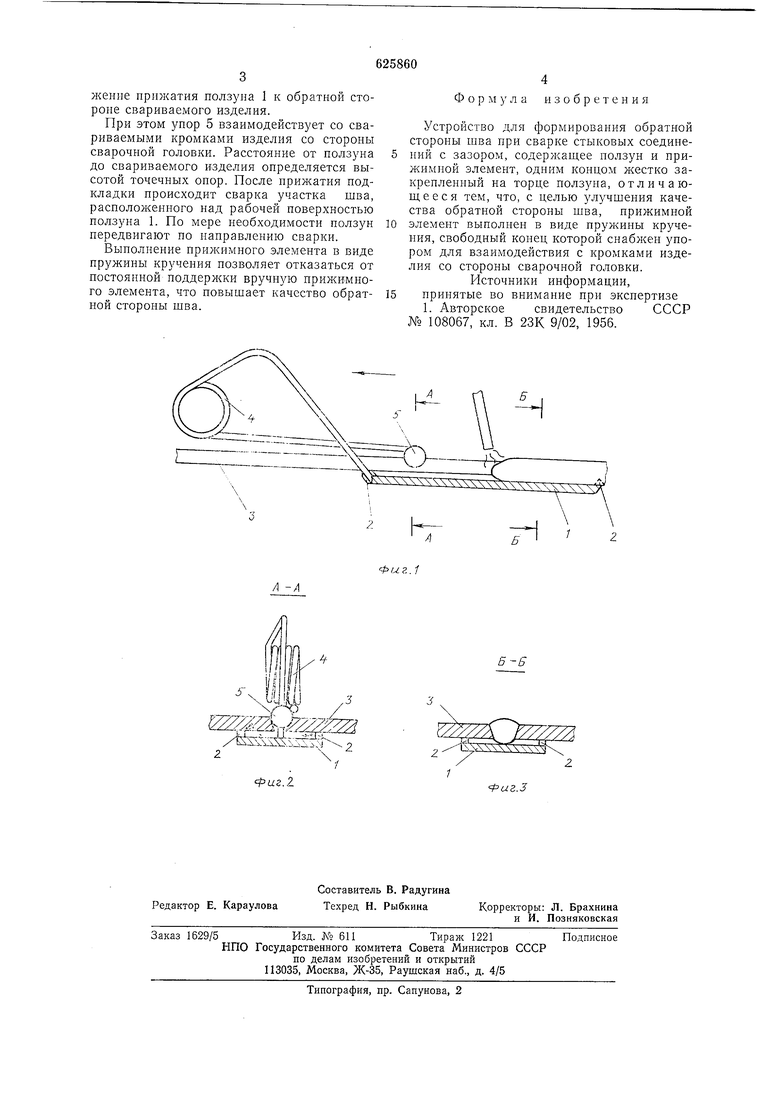
На фиг. 1 схематически показано предлагаемое устройство; на фнг. 2 - понеречпый разрез устройства в районе упора (разрез А-А на фиг. 1); па фиг. 3 - нонеречный разрез устройства в районе сварного нша (разрез Б-Б па фиг. 1).
Устройство состоит нз ползуна 1 в форме пластины, имеющей точечные опоры 2, которыми подкладка упирается в кромки свариваемого изделия 3, прижимной элемент 4 в виде пружины кручения, один конец
которой через зазор между сварнваемыми кромками соединен с подкладкой, а другой, имеющий шаровой упор 5, обеспечивает прижим подкладкн к изделию.
Устройство работает следующим образом. До сварки прижимной элемент 4 приводится в положение, при котором упор 5 не мешает перемещению ползуна 1 через зазор между свариваемыми кромками издеЛИЯ 3. После перемещения ползуна 1 через зазор и приведения ее в положение, параллельное кромкам свариваемого изделия 3, прижимной элемент 4 приводится в положеиие прижатия ползуна 1 к обратной стороне свариваемого изделия.
При этом упор 5 взаимодействует со свариваемыми кромками изделия со стороны сварочной головки. Расстояние от ползуна до свариваемого изделия определяется высотой точечных опор. После прижатия подкладки происходит сварка участка шва, расположенного над рабочей поверхностью ползуна 1. По мере необходимости ползун передвигают по направлению сварки.
Выполнение прижимного элемента в виде пружины кручения позволяет отказаться от постоянной поддержки вручную ирил имного элемента, что повып ает качество обратной стороны шва.
Формула изобретения
Устройство для формирования обратной стороны шва при сварке стыковых соединений с зазором, содержащее ползуи и прижимной элемент, одним концом жестко закрепленный на торце ползуна, отличающееся тем, что, с целью ул -чщения качества обратной стороны щва, прижимной элемент выполнен в виде пружины кручения, свободный конец которой снабжен упором для взаимодействия с кромками изделия со стороны сварочной головки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 108067, кл. В 23К 9/02, 1956.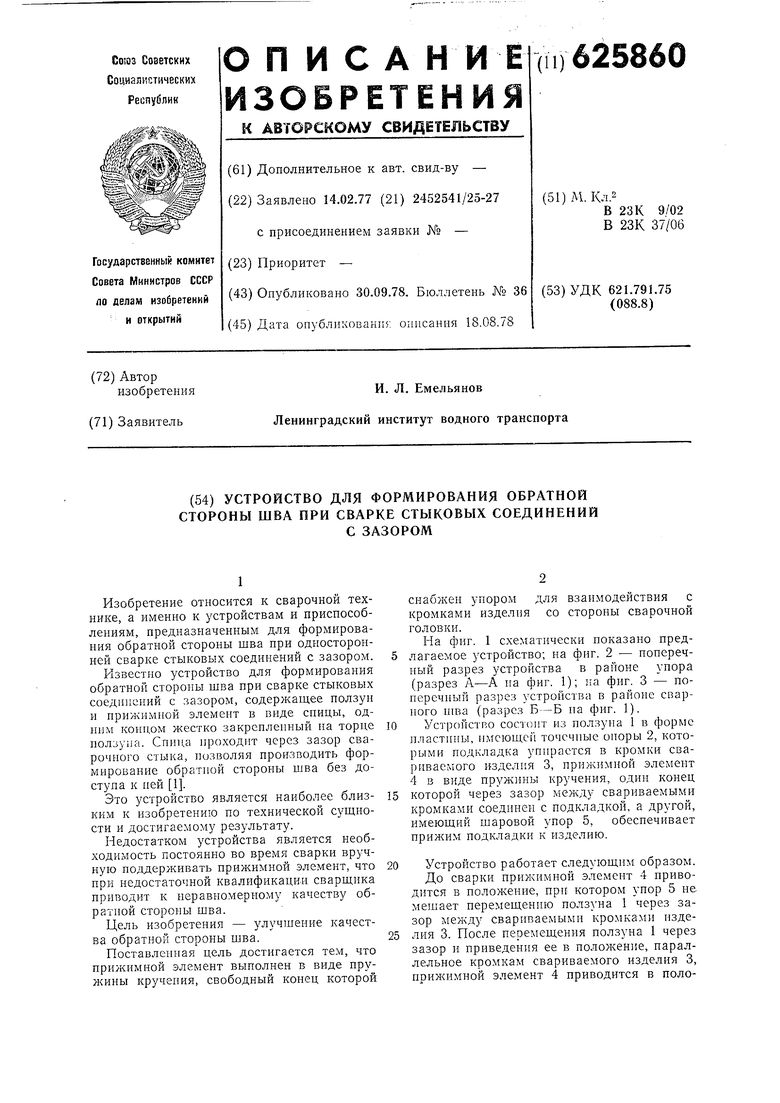
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1986 |
|
SU1442350A1 |
| Устройство для сварки | 1983 |
|
SU1123818A1 |
| Установка для сварки листовых изделий | 1980 |
|
SU941121A1 |
| Способ стыковой сварки и устройство для его осуществления | 1991 |
|
SU1816615A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Стенд для автоматической односторонней сварки с обратным формированием шва | 1988 |
|
SU1579697A1 |
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
Б Б
-Х г
