Целью изобретения является уменьшение габаритов и веса устройства.
Для этого механизм для вращения сварочной горелки выполнен в виде ненодвижиого зубчатого кольца и приводной зубчатой планшайбы, установленных на корпусе, и дополнительного редуктора, жестко закрепленного на приводной зубчатой планшайбе, при этом дополнительный редуктор кинематически связан с неподвижным зубчатым кольцом и копирным кулачком.
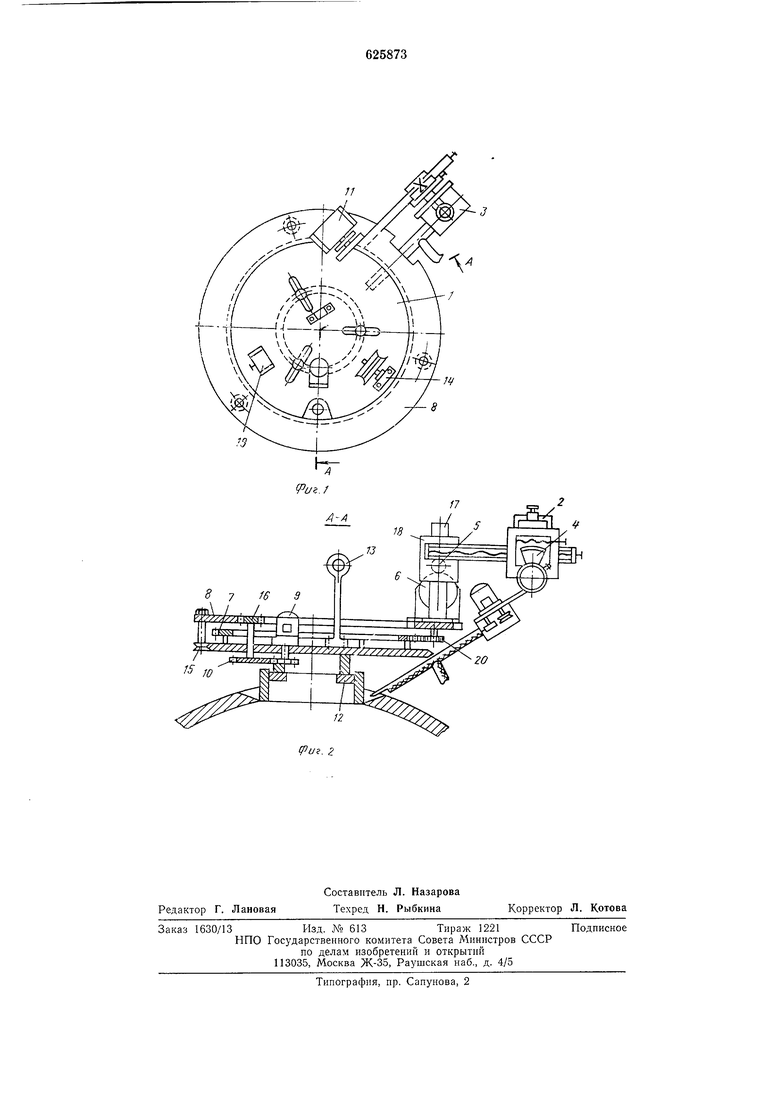
На фиг. 1 нредставлено предлагаемое устройство, вид в плане; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит корпус 1, суппорт 2 со сварочной горелкой 3, зубчатый сектор 4 для углового наклона сварочной горелки 3, копирный механизм, выполненный в виде копирного ролика 5 и копирного кулачка 6, и механизм для врашения сварочной горелки, содержаший неподвижно установленное на корпусе зубчатое кольцо 7, приводную зубчатую планшайбу 8, электродвигатель 9, основной редуктор 10 и дополнительный редуктор 11. Устройство включает кулачковый зажимной патрон 12, стойку 13 для крепления проводов и стойку 14 для крепления бобины с проволокой.
Приводная зубчатая планшайба 8 установлена на корпусе 1 на роликовых катках 15 и связана с электродвигателем 9 посредством шестерни 16 основпого редуктора 10. На приводной зубчатой планшайбе 8 жестко закреплена стойка 17 с подвижным кронштейном 18, в котором расположен копирный ролик 5, на кронштейне 18 установлен суппорт 2 и зубчатый сектор 4.
На корпусе 1 закреплен конечный выключатель 19 для реверсирования сварочной горелки 3.
Дополнительный редуктор И жестко закреплен на приводной зубчатой планшайбе 8 и через промел уточную шестерню 20 связан с неподвижным зубчатым кольцом 7. На выходном валу дополнительного редуктора закреплен копириый кулачок 6.
Устройство работает следующим образом.
Его закрепляют в привариваемом штуцере с помощью кулачкового патрона 12. В соответствии с кривизной поверхности изделия устанавливается копирный кулачок 6. В зависимости от диаметра и высоты штуцера устанавливают сварочную горелку 3 в рабочее нолол ение при немощи суннорта 2 и зубчатого сектора 4. Затем включают электродвигатель 9.
Одновременное врашение приводной зубчатой планшайбы 8 и возвратно-поступательное перемещение кронштейна 18, несущего, суннорт 2 со сварочной горелкой и контактирующего через копирпый ролик 5 с копирным кулачком 6, обеспечивает сварочной горелке необходимую траекторию движения, сохраняя постоянным вылет электрода с поверхности разделки.
Прнводная зубчатая планшайба 8, несущая кронштейн 18 со сварочной горелкой 3, совершает полный оборот с небольшим переходом за 360°, затем включается реверс, зубчатым сектором 4 при необходимости изменяется угол наклона сварочной горелки 3 но отношению к разделке шва для получения многослойной сварки.
При нереходе на сварку штуцеров другого диаметра копирный кулачок 6 заменяют на соответствуюший другой.
Данное устройство имеет меньшие по сравнению с известным габариты и вес, и позволяет получать хорошее сварное соединение.
Формула изобретения
Устройство для автоматической электродуговой приварки штуцеров к цилиндрическим и шаровым поверхностям, содержащее корпус, суппорт со сварочной горелкой, кинематически связанный с копирным механизмом, выполненным в виде копирного ролика и копирного кулачка, и механизм для вращения сварочной горелки с приводом, отличающееся тем, что, с целью уменьшения габаритов ц веса устройства, механизм для вращения сварочной горелки выполнен в виде неподвижного зубчатого кольца и приводной зубчатой планшайбы, установленных на корпусе, и дополнительного редуктора, л ;естко закреплеппого на приводной зубчатой планшайбе, при этом дополнительный редуктор кинематически связан с неподвил ным зубчатым кольцом и копирным кулачком.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU770701A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |