(54) УЗЕЛ РАБОЧИХ ВАЛКОВ ДЛЯ ПРОКАТКИ КЛИНОВИДНЫХ
ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Способ прокатки клиновидных профилей | 1977 |
|
SU995919A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Способ прокатки угловых профилей | 1987 |
|
SU1424878A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1996 |
|
RU2088349C1 |
| Валковый узел | 1983 |
|
SU1142188A1 |
| Способ прокатки клиновидных профилей | 1978 |
|
SU995920A1 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
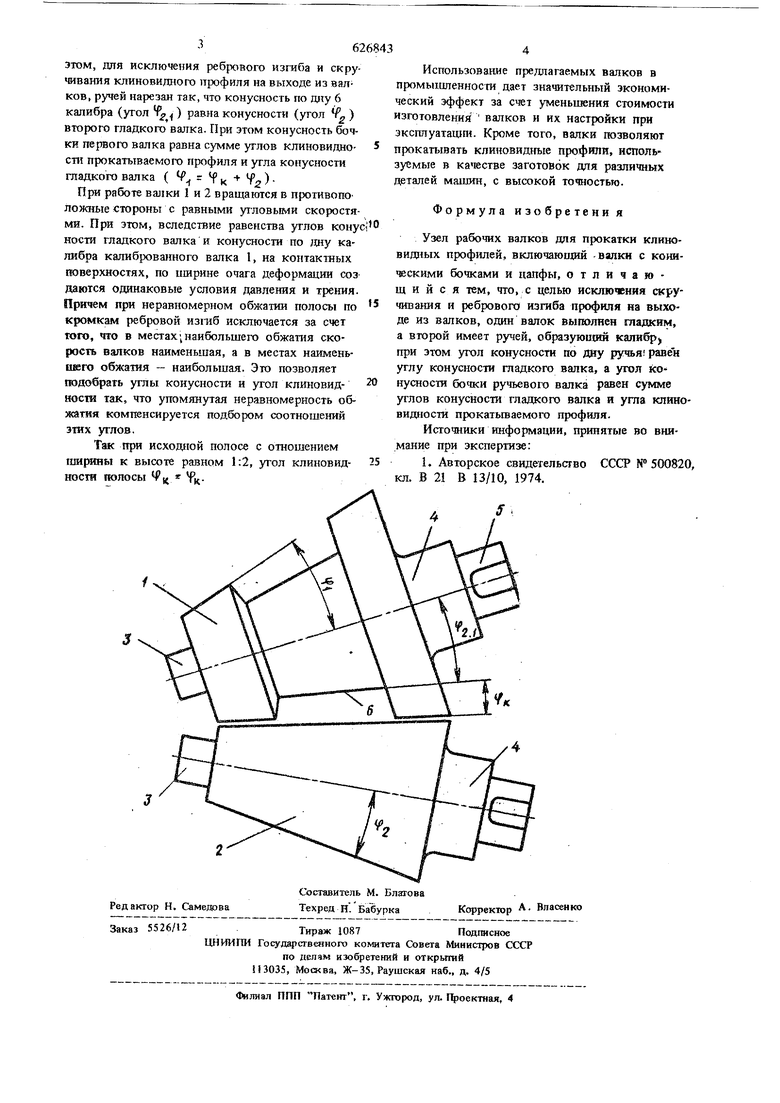
Изобретение относится к технике прокатного производства, а именно к усовершенствованию рабочих валков, предназначенньк для прокатки КЛИНОВИДНЫХ, преимущественно, несимметричньк профилей высокой точности. Известные прокатные рабочие валки, бочки которых выполнены коническими, имеют ручы на конических бочках, образующие двухвалковые калибры И цапфы 1. Недостатком таких валков является то, что тфи образовании калифов ручьями на обоих валках, регулировка таких калибров вызьгоает серьезные затруднения, так как осевое перемещеале валка (для совмещения ручьев) вызьшае радиальное изменение калибра и наоборот - радиальная регулировка приводит к изменению осевой настройки. Эти недостатки усугубляются И в том случае, когда рабочие валки опираются друг на друга и образуют замкнутый круюВОЙ коитур с пересечением осей валков в одной точке. Целью изобретения является исключение скручивания и ребрового изгиба профилей на выходе ИЗ валиков, и упрощение нарезки и регулировки калибров на комических рабочих валиках. Цель достигается тем, что один валок выдалнен гладким, а второй имеет ручей, образующий калибр, при этом угол конусности по дну ручья равен углу конусности гладкого валка, а угол конусности бочки ручьевого валка равен сумме угЛов конусности гладкого валка И угла клиновидности гфокэтьшаемого профиля. Это упрощает радиальную настройку, а при гфокатке исключает скручивание и ребровой изгиб КЛИНОВИДНОЙ в сечении полосы. На чертеже представлено исполнение конических рабочих валков. Конические рабочие валки 1 и 2 с пересекающимися ОСЯМИ вращения снабжены цапфами 3 И 4 для установки в подщипниках, а также хвостовиками 5 для соединения с приводом. Для ограничения уширения и повыщеиия ТОЧНОСТИ КЛИНОВИДНОГО профиля по щирине, валки калиброваны. При этом, для упрощения нарезки и регулировки, ручей нарезан на пе; вом валке, а второй выполнен гладким. При
