(54) СПОСОБ ПРОКАТКИ КЛИНОВИДНЫХ ПРОФИЛЕЙ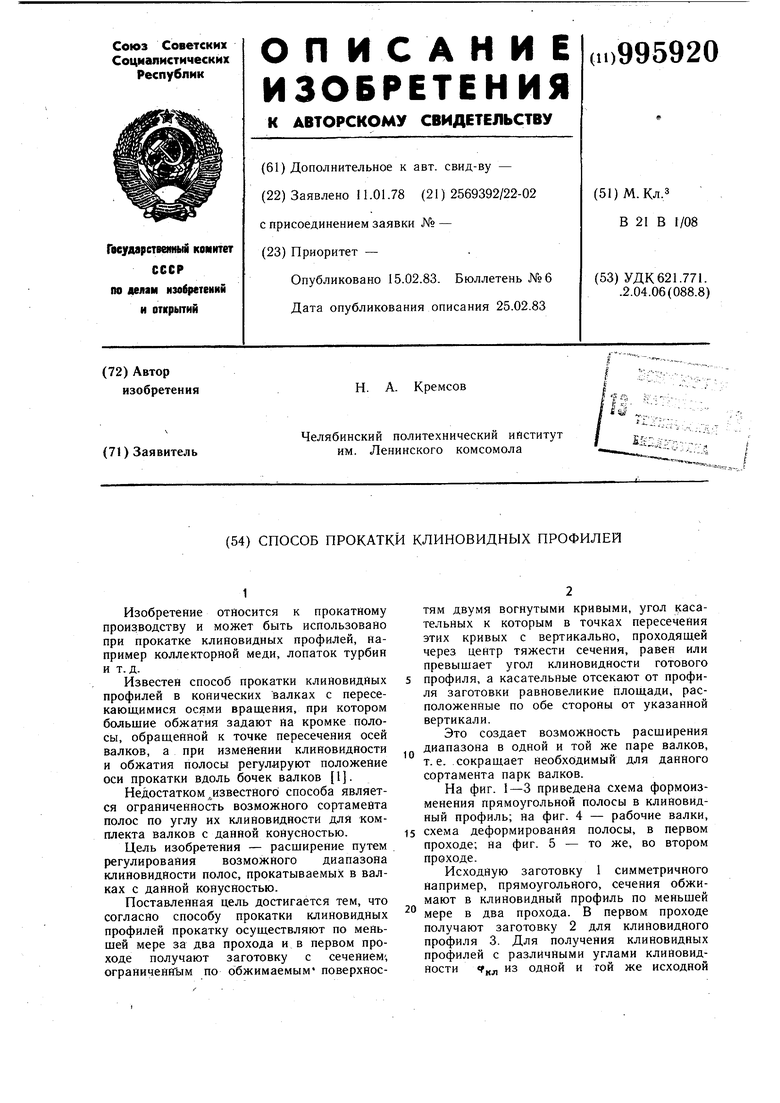
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки клиновидных профилей | 1979 |
|
SU995921A1 |
| Способ прокатки клиновидных профилей | 1978 |
|
SU700980A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |
| Способ прокатки клиновидных профилей | 1977 |
|
SU995919A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1996 |
|
RU2112612C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВЫХ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1992 |
|
RU2006297C1 |
| Способ получения фасонных профилей | 1981 |
|
SU1003945A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044578C1 |
| Способ прокатки клиновидных профилей | 1988 |
|
SU1616724A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
1
Изобретение относится к прокатному производству и может быть использовано при прокатке клиновидных профилей, Например коллекторной меди, лопаток турбин и т. д.
Известен способ прокатки клиновидных профилей в конических валках с пересекающимися осями вращения, при котором большие обжатия задают на кромке полосы, обращенной к точке пересечения осей валков, а при изменении клиновидности и обжатия полосы регулируют положение оси прокатки вдоль бочек валков 1.
Недостатком известного способа является ограниченность возможного сортамента полос по углу их клиновидности для комплекта валков с данной конусностью.
Цель изобретения - расширение путем регулирования возможного диапазона клиновидности полос, прокатываемых в валках с данной конусностью.
Поставленная цель достигается тем, что согласно способу прокатки клиновидных профилей прокатку осуществляют по меньшей мере за два прохода ив первом проходе получают заготовку с сечением, ограниченным по обжимаемым поверхностям двумя вогнутыми кривыми, угол асательных к которым в точках пересечения этих кривых с вертикально, проходящей через центр тяжести сечения, равен или превышает угол клиновидности готового профиля, а касательные отсекают от профиля заготовки равновеликие площади, расположенные по обе стороны от указанной вертикали.
Это создает возможность расширения диапазона в одной и той же паре валков,
10 т.е. сокращает необходимый для данного сортамента парк валков.
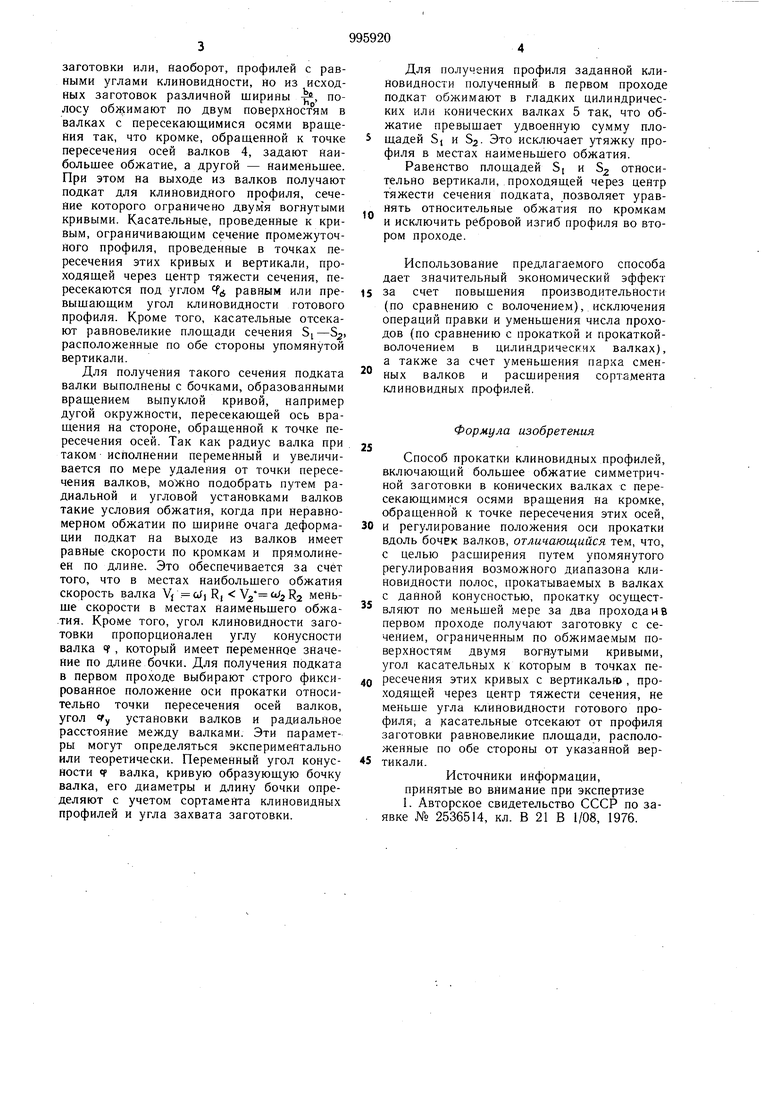
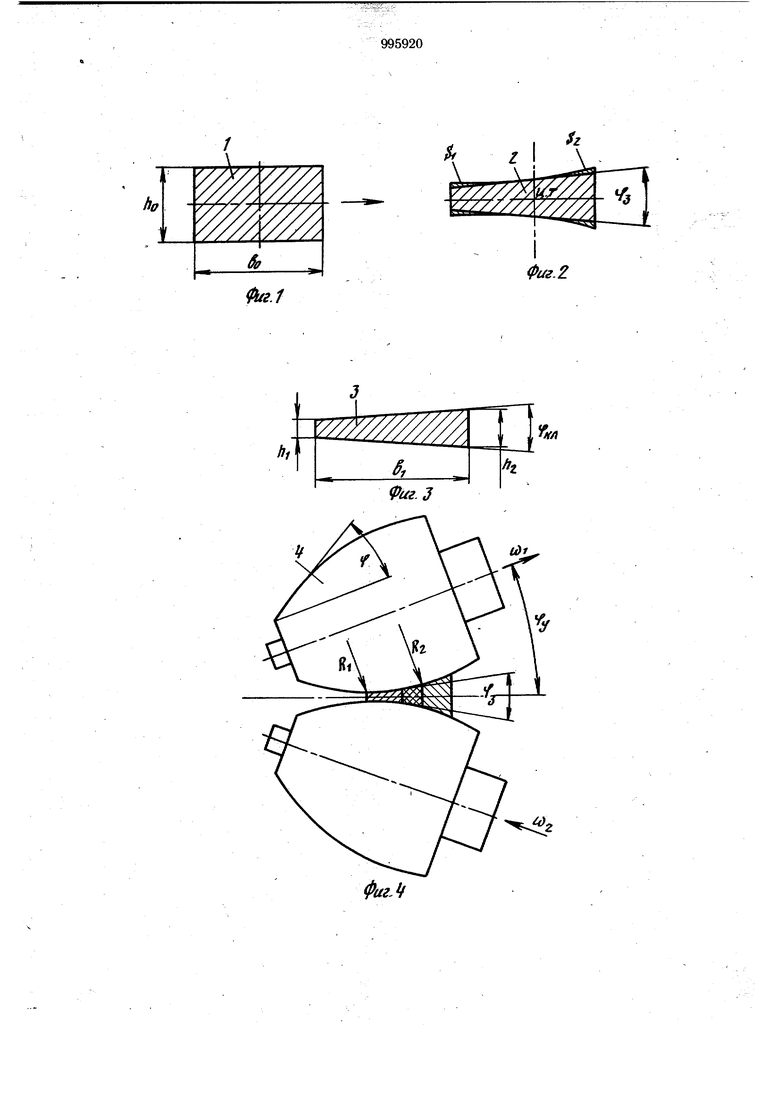
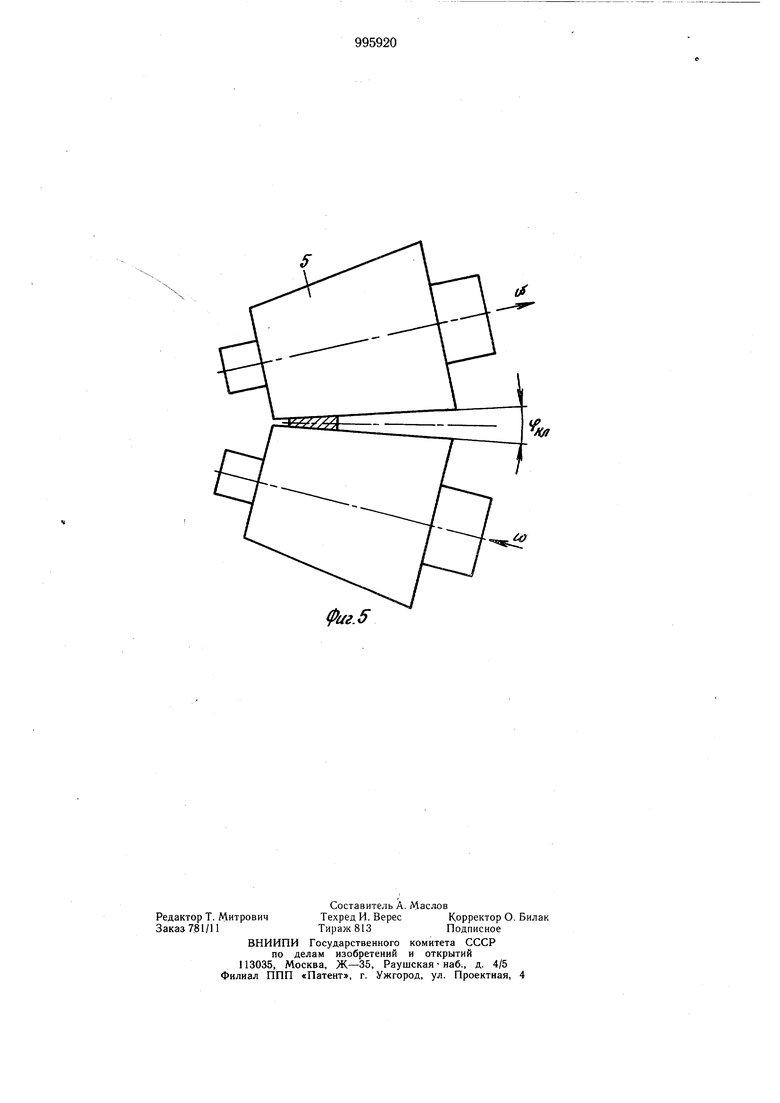
На фиг. 1-3 приведена схема формоизменения прямоугольной полосы в клиновидный профиль; на фиг. 4 - рабочие валки, 15 схема деформирования полосы, в первом проходе; на фиг. 5 - то же, во втором проходе.
Исходную заготовку 1 симметричного например, прямоугольного, сечения обжимают в клиновидный профиль по меньшей мере в два прохода. В первом проходе получают заготовку 2 для клиновидного профиля 3. Для получения клиновидных профилей с различными углами клиновидности «г„л из одной и той же исходной
заготовки или, наоборот, профилей с равными углами клиновидности, но из исходных заготовок различной ширины , полосу обжимают по двум поверхност°ям в валках с пересекающимися осями вращения так, что кромке, обращенной к точке пересечения осей валков 4, задают наибольщее обжатие, а другой - наименьшее. При этом на выходе из валков получают подкат для клиновидного профиля, сечение которого ограничено двумя вогнутыми кривыми. Касательные, проведенные к кривым, ограничивающим сечение промежуточного профиля, проведенные в точках пересечения этих кривых и вертикали, проходящей через центр тяжести сечения, пересекаются под углом f равным или превышающим угол клиновидности готового профиля, кроме того, касательные отсекают равновеликие площади сечения Sj-Sjj, расположенные по обе стороны упомянутой вертикали.
Для получения такого сечения подката валки выполнены с бочками, образованными вращением выпуклой кривой, например дугой окружности, пересекающей ось вращения на стороне, обращенной к точке пересечения осей. Так как радиус валка при таком исполнении переменный и увеличивается по мере удаления от точки пересечения валков, можно подобрать путем радиальной и угловой установками валков такие условия обжатия, когда при неравномерном обжатии по щирине очага деформации подкат на выходе из валков имеет равные скорости по кромкам и пря.молинеен по длине. Это обеспечивается за счёт того, что в местах наибольщего обжатия скорость валка Vj . cJ R, меньше скорости в местах наименьшего обжа.тия. Кроме того, угол клиновидности заготовки пропорционален углу конусности валка , который имеет переменное значение по длине бочки. Для получения подката в первом проходе выбирают строго фиксированное положение оси прокатки относительно точки пересечения осей валков, угол cfy установки валков и радиальное расстояние между валками. Эти параметры могут определяться экспериментально или теоретически. Переменный угол конусности «т валка, кривую образующую бочку валка, его диаметры и длину бочки определяют с учетом сортамента клиновидных профилей и угла захвата заготовки.
Для получения профиля заданной клиновидности полученный в первом проходе подкат обжимают в гладких цилиндрических или конических валках 5 так, что обжатие превышает удвоенную сумму площадей Si и $2. Это исключает утяжку профиля в местах наименьшего обжатия.
Равенство площадей Sj и S относительно вертикали, проходящей через центр тяжести сечения подката, позволяет уравнять относительные обжатия по кромкам и исключить ребровой изгиб профиля во втором проходе.
Использование предлагаемого способа дает значительный экономический эффект за счет повышения производительности (по сравнению с волочением), исключения операций правки и уменьшения числа проходов (по сравнению с прокаткой и прокаткойволочением в цилиндрических валках), а также за счет уменьшения парка сменных валков и расширения сортамента клиновидных профилей.
Формула изобретения
Способ прокатки клиновидных профилей, включающий большее обжатие симметричной заготовки в конических валках с пересекающимися осями вращения на кромке, обращенной к точке пересечения этих осей,
0 и регулирование положения оси прокатки вдоль бочЕК валков, отличающийся тем, что, с целью расширения путем упомянутого регулирования возможного диапазона клиновидности полос, прокатываемых в валках с данной конусностью, прокатку осуществляют по меньшей мере за два прохода и В первом проходе получают заготовку с сечением, ограниченным по обжимаемым поверхностям двумя вогн.утыми кривыми, угол касательных к которы.м в точках пересечения этих кривых с вертикалью , проходящей через центр тяжести сечения, не меньше угла клиновидности готового профиля, а касательные отсекают от профиля заготовки равновеликие площади, расположенные по обе стороны от указанной вер5 тикали.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по за. явке № 2536514, кл. В 21 В 1/08, 1976.
Фиг.2
фигЛ
