(54) СПОСОБ ПРОКАТКИ КЛИНОВИДНЫХ ПРОФИЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения фасонных профилей | 1981 |
|
SU1003945A1 |
| Способ прокатки клиновидных профилей | 1978 |
|
SU995920A1 |
| Способ прокатки клиновидных профилей | 1979 |
|
SU995921A1 |
| Способ прокатки клиновидных профилей | 1988 |
|
SU1616724A1 |
| Способ прокатки клиновидных профилей | 1978 |
|
SU700980A1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВЫХ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1992 |
|
RU2006297C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044578C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| Способ получения профилей | 1988 |
|
SU1585025A1 |
1
Изобретение относится к прокатному производству и может быть использовано при прокатке клиновидных профилей с большей неравномерностью деформации по ширине полосы на двухвалковых станах.
Известен способ прокатки клиновидных профилей в двухвалковых калибрах с конусной noBepxHOctbro бочек 1.
Недостатком известного способа является скручивание и ребровая кривизна готового профиля, получающаяся в результате неравномерности обжатия и, соответственно, вытяжки по ширине заготовки.
Цель изобретения -- предупреждение ребрового изгиба профиля на выходе из валков и получение прямолинейного профиля из заготовки симметричного сечения, предупреждение бокового смещения в валках заготовки при прокатке профиля, угол клиновидиости которого больше угла трения, расширение возможного диапазона клиновидности прокатываемых профилей.
Поставленная цель достигается тем, что согласно способу валки с конической бочкой устанавливают под углом друг к другу с пересечением их осей со стороны меньшего диаметра валков, а заготовку с той же стороны обжимают в большей мере, чем; с противоположной.
При этом при прокатке профилей, угол клиновидности которых больше угла трения, заготовку подпирают со стороны мень5 шего обжатия усилием превышающим усилие выталкивания.
Кроме того, после каждого пропуска клиновидность раствора увеличивают увеличением угла установки валков, а ось прокат Q ки заготовки смещают в направлении пересечения осей валков.
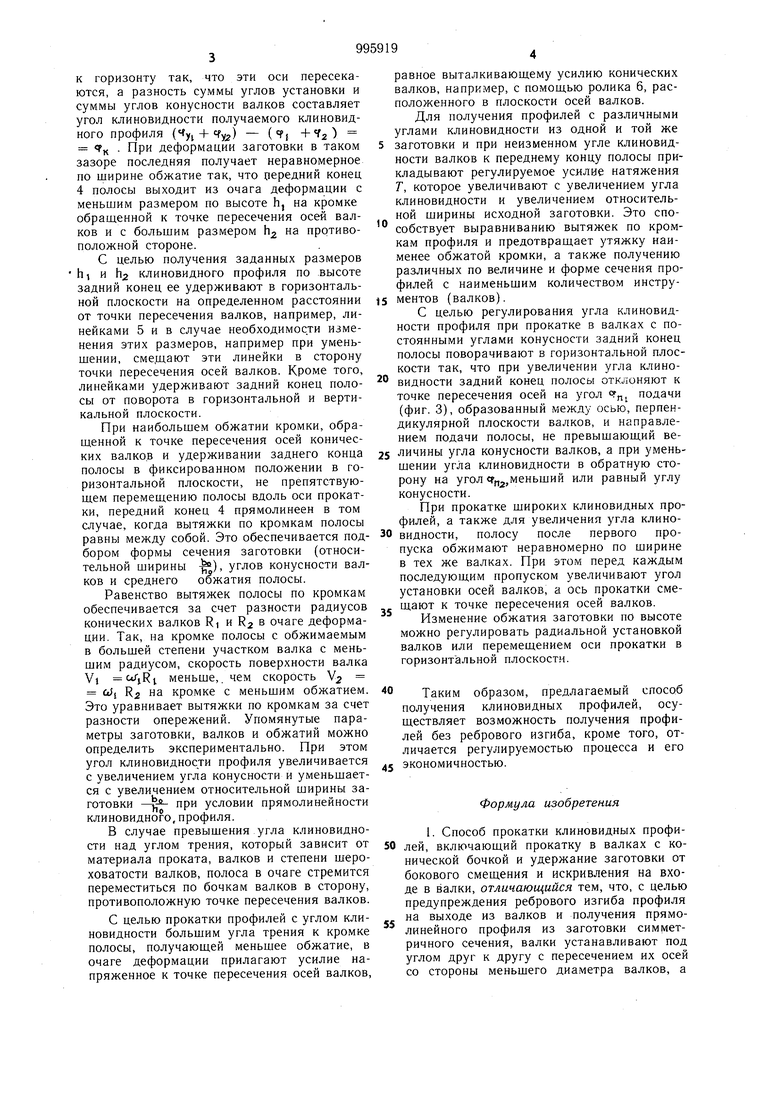
На фиг. 1-3 изображена схема обжатия симметричных заготовок в прямолинейный клиновидный профиль, в трех проекциях.
Для получения клиновидных профилей 15 используют заготовки симметричного сечения, например прямоугольного, круглого, овального.
Заготовку 1 симметричного сечения, например, с размерами сечения Ь, X Ьд подают в очаг деформации Перпендикулярно плоскости осей двух гладких конических валков 2 и 3 вращающихся в противоположные стороны с угловыми скоростями b/i и CL При этом оси валков с углами конусности «fj и «РЗ устанавливают под углами ,, и яГу
к горизонту так, что эти оси пересекаются, а разность суммы углов установки и суммы углов конусности валков составляет угол клиновидности получаемого клиновидного профиля (fyi + Ч-уг) - (Ч) ) «г . При деформации заготовки в таком зазоре последняя получает неравномерное по ширине обжатие так, что передний конец 4 полосы выходит из очага деформации с меньшим размером по высоте h, на кромке обращенной к точке пересечения осей валков и с большим размером 2 на противоположной стороне.
С целью получения заданных размеров h, и h2 клиновидного профиля по высоте задний конец ее удерживают в горизонтальной плоскости на определенном расстоянии от точки пересечения валков, например, линейками Бив случае необходимости изменения этих размеров, например при уменьшении, смещают эти линейки в сторону точки пересечения осей валков. Кроме того, линейками удерживают задний конец полосы от поворота в горизонтальной и вертикальной плоскости.
При наибольшем обжатии кромки, обращенной к точке пересечения осей конических валков и удерживании заднего конца полосы в фиксированном положении в горизонтальной плоскости, не препятствующем перемещению полосы вдоль оси прокатки, передний конец 4 прямолинеен в том случае, когда вытяжки по кромкам полосы равны между собой. Это обеспечивается подбором формы сечения заготовки (относительной ширины -), углов конусности валков и среднего обжатия полосы.
Равенство вытяжек полосы по кромкам обеспечивается за счет разности радиусов конических валков R, и Rj в очаге деформации. Так, на кромке полосы с обжимаемым в большей степени участком валка с меньшим радиусом, скорость поверхности валка Vi iRi меньше,, чем скорость V R на кромке с меньшим обжатием. Это уравнивает вытяжки по кромкам за счет разности опережений. Упомянутые параметры заготовки, валков и обжатий можно определить экспериментально. При этом угол клиновидности профиля увеличивается с увеличением угла конусности и уменьшается с увеличением относительной ширины заготовки ф при условии прямолинейности клиновидного, профиля.
в случае превышения угла клиновидности над углом трения, который зависит от материала проката, валков и степени шероховатости валков, полоса в очаге стремится переместиться по бочкам валков в сторону, противоположную точке пересечения валков.
С целью прокатки профилей с углом клиновидности большим угла трения к кромке полосы, получающей меньшее обжатие, в очаге деформации прилагают усилие напряженное к точке пересечения осей валков.
равное выталкивающему усилию конических валков, например, с помощью ролика 6, расположенного в плоскости осей валков.
Для получения профилей с различными углами клиновидности из одной и той же
заготовки и при неизменном угле клиновидности валков к переднему концу полосы прикладывают регулируемое усилие натяжения Т, которое увеличивают с увеличением угла клиновидности и увеличением относительной ширины исходной заготовки. Это способствует выравниванию вытяжек по кромкам профиля и предотвращает утяжку наименее обжатой кромки, а также получению различных по величине и форме сечения профилей с наименьшим количеством инструментов (валков).
С целью регулирования угла клиновидности профиля при прокатке в валках с постоянными углами конусности задний конец полосы поворачивают в горизонтальной плоскости так, что при увеличении угла клиновидности задний конец полосы отклоняют к точке пересечения осей на угол „. подачи (фиг. 3), образованный между осью, перпендикулярной плоскости валков, и направлением подачи полосы, не превышающий величины угла конусности валков, а при у.меньщении угла клиновидности в обратную сторону на угол Тп2,меньший или равный углу конусности.
При прокатке широких клиновидных профилей, а также для увеличения угла клиновидности, полосу после первого пропуска обжимают неравномерно по ширине в тех же валках. При этом перед каждым последующим пропуском увеличивают угол установки осей валков, а ось прокатки смещают к точке пересечения осей валков.
Изменение обжатия заготовки по высоте можно регулировать радиальной установкой валков или перемещением оси прокатки в горизонтальной плоскости.
Таким образом, предлагаемый способ получения клиновидных профилей, осуществляет возможность получения профилей без ребрового изгиба, кроме того, отличается регулируемостью процесса и его
экономичностью.
Формула изобретения
