1
Изобретение относится к обработке металлов дав.;1ение -1, а именно к устройствам для правки.
Извес1ио устройство для правки профилей, содержащее, по крайней мере, одну обой.му с роликовым калибром, установленную на станине с возл1ожкостью горизонтальной 1 вертикалг пой р(м улнровки, а также угловой pery/iM.poBKH в н.юекостя., перпендикулярной оси правки 1J.
Однако и.чве-стпое устройство не исключает возможные повреждения, возникающие при прохождении профилей сквозь ролики калибра.
Цель изобретения - повьпиение качества правки.
Указанная це;1ь достигается за счет того, что устройство снабжено рамой е горизонтальной и вертикальной осями, при этом рама установлена внутри обоймы и ншриирно связана с ней через вертикальную ось, а ролики калибра связа11Ы с рализй м между собой через горизо1-1талы ую ось.
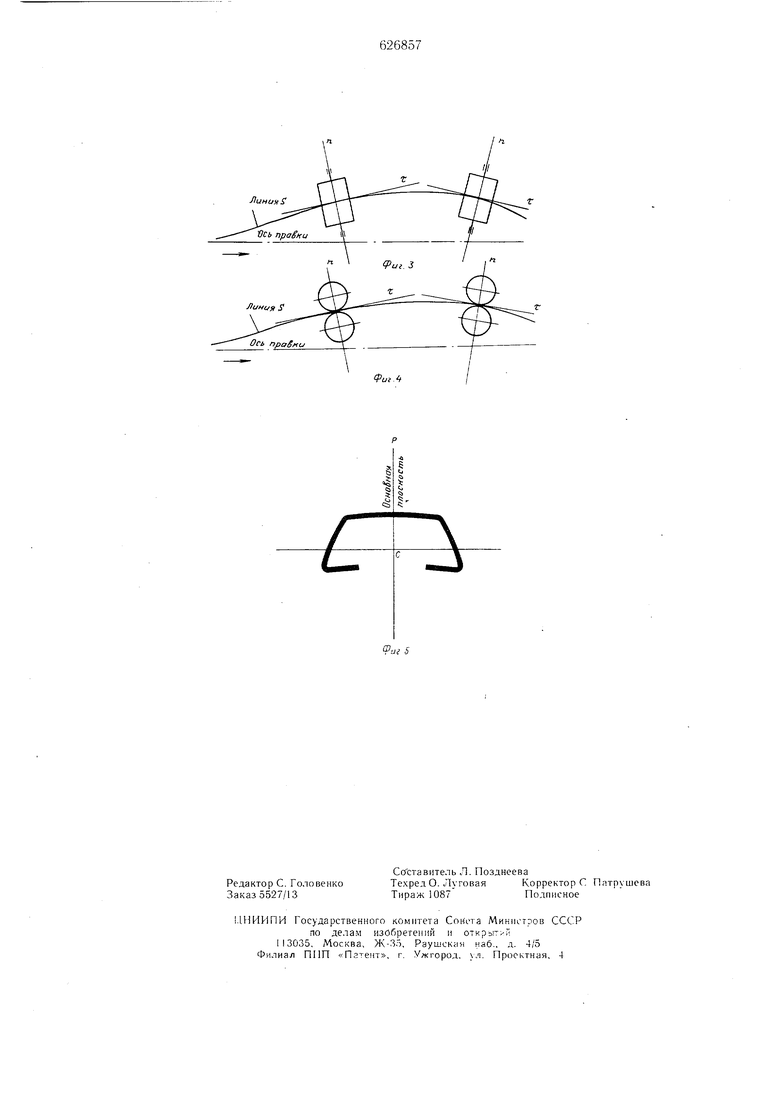
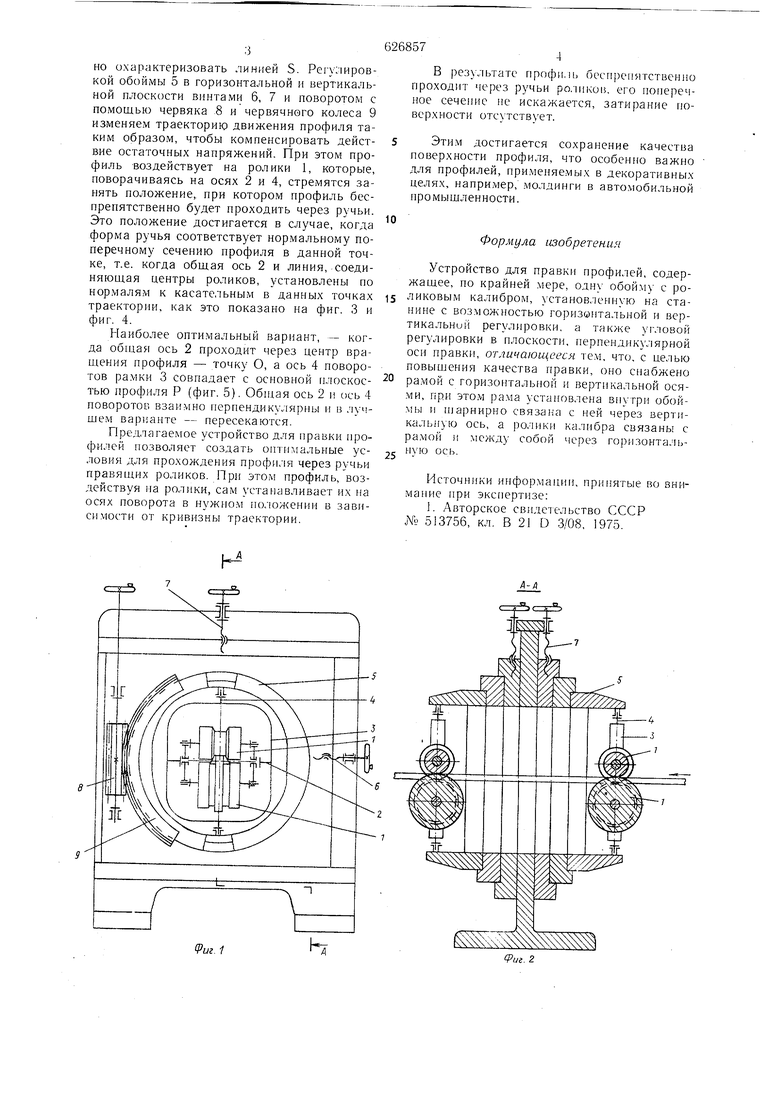
Не) фиг. 1 изображен общий вид устройства; на (|)И1 2 - сеченне А А фиг. 1; на фиг. 3 и (Ьиг. 4 cxe.Miii ориентации роликов в .ессе правки; на фиг. 5 -- взаимное
положение оси и o6Hieii оси рачиков OTHOciiTC.ibHO норма.1ьного поперечного сечения профиля.
cтpoйcтвo .1ЛЯ правки профилей состоит из установленных по станине двух пар правяп их роликов 1, каждая из которьгх имеет для прохождения профиля. Ролики связаны между собой и обшей осью 2 соединен) с рамкой 3, в которой имеют возможность н)оворачиватьея на некоторый угол. В CHOio очередь рамка осью 4 1юворота соединяется с 5, которая с помощью винтов 6 7 может перемещаться в горизонтальном и вертикальном направлении, а с помощью червяка 8 и червячного колеса 9 поворачивается ia некоторый угол в плоскости, перпендикулярной оси правки. О - центр вран1ения профиля. Линия S - кривая, О 1исываемая точкой в процессе правки, п- нормаль, т - касательная к линии в данной точке.
Устройство работает следующим образом.
Профи.ль, выходя из последней пары роликов 1роф1 Л ровочной маншны, вследствие действия остаточных напряжен п 1 движется
О пространственной К 1ИВОЙ, КОТОрЧЮ .МОЖно охарактеризовать линией S. Регулировкой обоймы 5 в горизонтальной и вертикальной плоскости винтами 6, 7 и поворотом с помощью червяка 8 и червячного колеса 9 изменяем траекторию движения профиля таким образом, чтобы компенсировать действие остаточных напряжений. При этом профиль воздействует на ролики 1, которые, поворачиваясь на осях 2 и 4, стремятся занять положение, при котором профиль беспрепятственно будет проходить через ручьи. Это положение достигается в случае, когда форма ручья соответствует нормальному поперечному сечению профиля в данной точке, т.е. когда общая ось 2 и линия, соединяющая центры роликов, установлены по нормалям к касательным в данных точках траектории, как это показано на фиг. 3 и фиг. 4.
Наиболее опти.мальный вариант, - когда общая ось 2 проходит через центр вращения профиля - точку О, а ось 4 поворотов ра.мки 3 совпадает с основной п.лоскостью профиля Р (фиг. 5). Обшая ось 2 li ось 4 поворотог, взаимно перпендикулярны и в лучщем варианте - пересекаются.
Предлагаемое устройство для правки профилей позволяет создать оптимальные условия для прохождения профиля через ручьи правящих роликов. При этом профиль, воздействуя на ролики, сам устаиавливает и.х на осях поворота в нужно.м по.южении в зависимости от кривизны траектории.
В результате профи.И) беспренятствеино проходит через ручьи ро.щков. его поперечное сечение не искажается, затирание поверхности отсутствует.
Эти.м достигается сохранение качества поверхности профиля, что особенно важно для профилей, при.меняе.мы.ч в декоративных целях, напрИдмер, .молдинги в авто.мобильной промышленности.
Формула изобретения
Устройство для правки профилей, содержащее, по крайней мере, одну обойму с роликовым калибром, установленную на станине с возможностью горизонтальной и вертикальной регулировки, а также угловой регулировки в плоскости, перпенднк}лярной оси правки, отличающееся тем, что, с целью повыщения качества правки, оно снабжено рамой с горизонтальной и вертикальной ося.ми, при этом ра.ма установлена внутри обоймы и Н1арнирно связа 1а с ней через вертикальную ось, а ролики калибра связаны с рамой ) между собой через горизонтальную ось.
Источники инфор.мапии, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР N« 513756, кл. В 21 С) 3/08, 1975.
CpuiA
| название | год | авторы | номер документа |
|---|---|---|---|
| Правильный блок формообразующего устройства | 1985 |
|
SU1319965A1 |
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| Роликовая клеть | 1983 |
|
SU1135517A1 |
| ПРАВИЛЬНОЕ УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОФИЛЕЙ | 2007 |
|
RU2356670C1 |
| Ротационная сортогибочная машина | 1980 |
|
SU940914A1 |
| МНОГОРОЛИКОВАЯ СОРТОПРАВИЛЬНАЯ МАШИНА | 1972 |
|
SU342711A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| аиьСОЮаНАЯЕ1!1Ш4ЕХП;ГГ'Н;^ БИБЛИО'^^:КА I | 1973 |
|
SU373056A1 |
| Рабочая клеть прокатного /роликового/ стана | 1984 |
|
SU1225625A1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |