Изобретение относится к обработке металлов давлением и может быть использовано при производстве изпелий типа ступенчатых валов.
Известно устрсйство для поперечноклиновой прокатки, рабочие органы которых выполнены в виде двух плкгг. На внутренних сторонах плит посредством винтов с потайными ronoBKavm закреплены клиновые деформирующие элементы l}.
Согласно требованиям к резьбовым креплениям высота клиновых деформирукьщих элементов должна быть в 3-4 раза больше диаметра крепежных винтов, что приводит к перерасходу инструментальной стали.
Наиболее близким техническим решением к предлагаемому по технической сущности и достигаемому результату является инструмент для поперечно-клиновой прокатки, содержащий инструментальную пгаггу с выполненныхш на ее несущей плос- кости Т-образными поперечными пазами, клиношз1е деформирующие элементы, уста новленные своими основаниями на плите,
и размещенные в пазах фигурные шпонки, имеющие профиль, соответствующий профилю пазов 2.
Недостаток известного инструмента для поперечно-клиновой прокатки заключается в перерасходе инструментальной стали, так как клиновые элементьг крепятся к щпонкам винтами и инструмент необходимо изготавливать высотсяЧ в 23 раза больщей высоты головки винта, а: также в невысоком качестве деталей: отверстия под крепежные винты в деформирующих элементах оставляют следы на поверхности прокатных деталей в виде вьтступов.
Цель изобретения заключается в повыщёнии качества изделий и снижении расхода инструментальной стали.
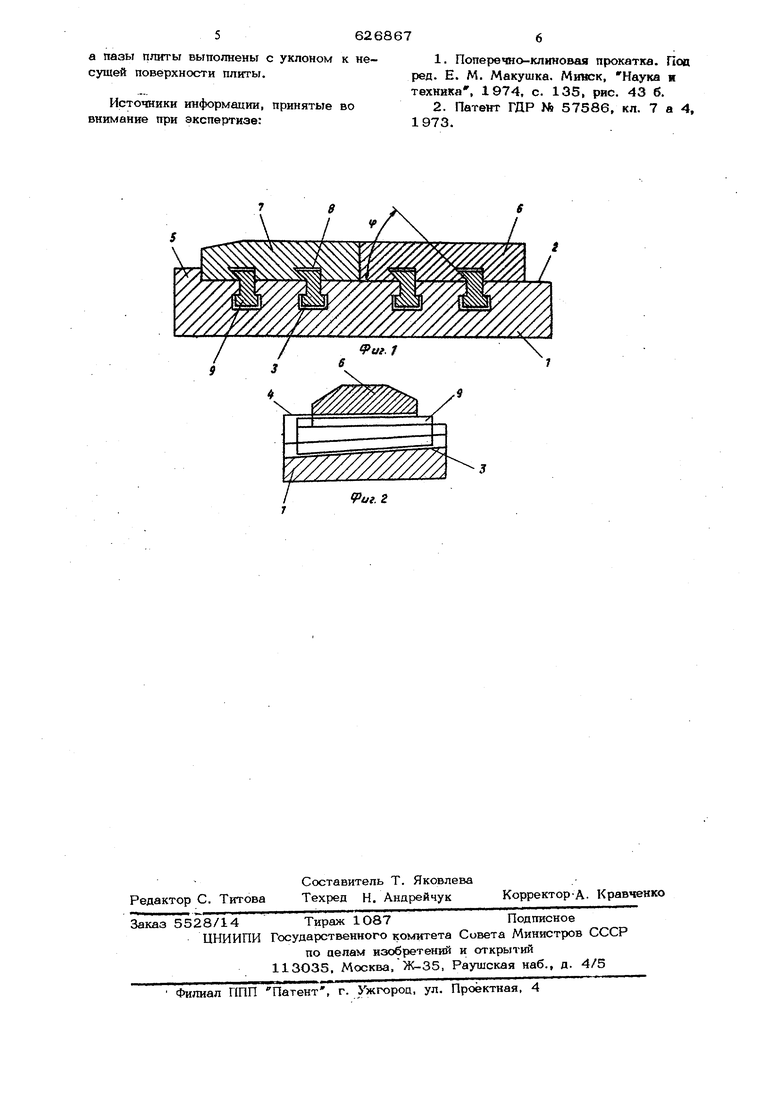
Предлагаемый гшструмент снабжен прюцольной и поперечной упорными планками закрепленными соответственно вдоль продольной и поперечной кромок плиты, при этом на основаниях деформирующих элементов выполнены фигурные пазы, рос5положенные вдоль пазов плиты, причем боковая стенка каждого паза деформирую щего элемента, обращенная к поперечной упорней планке, расположена под острым углом к поверхности основания элемента, а пазы плиты выполнены с уклоном к несущей поверхности плиты. На фиг. 1 показан предлагаемый инструмент, продольный разрез; на фиг. 2 то же, поперечный разрез. Инструмент для поперечно-клиновой прокатки содержит плиту 1, на несущей плюскости 2 которой выполнены пазы 3 Т-образной формы, имеющие уклон .от 1:2ОО до 1:2 к плоскости плиты. На инструментальной плите закреплены продольная onopHasf планка 4 и поперечная упорная планка 5 со стороны выходной части инструмента. На несущей плоскости 2 инструментал ной плиты 1 закреплены клиновые деформирующие элементы 6 и 7. В клиновых деформирующих элементах 6 и 7 со стор ны оснований, напротив пазов 3 выполнены поперечные пазы 8, в из которых боковая стенка, размещенная со стороны поперечной.упорной планки, составляет острый угол Р ( 85) с основанием клиновых деформирующих элементов 6 и 7. В пазах 3 и 8 змешена фигурная шпонка 9 с профилем, соответствующим, профилю противолежащих пазов 3 и 8. Инструмент работает следуюншм образом. Две противолежащие инструментальные плиты 1 перемещают относительно друг друга в параллельных пл оскостях.Дефор мируюпше элементы 6 внедряются в заготовку, помещенную между инструментальными плитами 1, и, вращая, уменьша ют ее в диаметре и увеличивают в длину Затем процесс прокатки продолжают деформирукяцими элементами 7, где окончательно оформляют требуемый профиль детали, после чего прокатанная деталь удаляется, а инструментальные плиты 1 возвращают в исходное положетше. Клиновые деформирующие- элементы 6 и 7 закрепляются на инструментальной плите 1 следукяиим образом. Клиновые деформируоцие элементы 6 и 7 устанавливают на несущую плоскость 2 инструментальной плиты 1 так, чтобы пазы 3 и 8 совпали. В эти пазы 3 и 8 вставляют фигурную шпонку 9 и до отказа ее забивают. При этом фигурная шпонка 9j перемещаясь по наклонному паду 3, воздействует на боковую наклонную стенку паза 8, заставляя деформирующий элемент 7 плотно прижаться к упорным планкам 4 и 5 и плоскости 2, а деформирующий элемент 6 к элементу 7, планке 4 и плоскости 2. Фигурная шпонка 9 удерживается в пазах 3 и 8 силами трения, поэтому уклон продольной оси паза 3 к плоскости 2 не может быть больше 1:20. Выполнение уклона менее 1:200 влечет за соб чрезмерно большую длину фигурной шпонки 9. Выполнение f 45 приводит к низкой прочности фигурной шпонки 9, а при выполнении Ч 85 создаются недостаточные силы прижатия деформирующих элементов 6 и 7 к плоскости 2. Глубина пазов 8 может быть незначительной мм,-.поэтому и общая высота деформирующих элементов по сравие j , известными может быть снижена на 20-40%, чем достигается снижение расхода инструментальной стали. На рабочей поверхности деформирующих элементов отсутствуют крепежные отверстия, в связи с чем на изделии не осгаются отпечатки от них и тем самым повышается качество изделия. Предложенный инструмент для поперечно-клиновой прокатки позволяет на 2О40% снизить расход инструментальной стали и повысить качество прокатанных деталей. Формула изобретения Инструмент для поперечно-клиновой прокатки, содержащий инструментальнзто плиту, на несущей поверхности которой выполнены поперечные Т-образные пазы, клиновые деформирующие элементы, установленные своими основаниями на несущей поверхности плиты, а также, размещенные в пазах фигурные щпонки с профилем, соответствующим профилю пазов, отличающийся тем, что, с целью повышения качества получаемых изделий и снижения расхода инструментальной стали, инструмент снабжен продольной и поперечной упорными планками, закрепленными соответственно вдоль продольной и поперечной кромок плиты, при этом на основаниях деформирующих элементов выполнены фигурные , расположенные вдоль пазов плиты, причем боковая стенка каждого паза деформирующе-. го элемента, обращенная к поперечной упорной планке, расположена под острым углом к поверхности основания элемента.
а пазы плиты выполнены с уклоном к несущей поверхности плиты.
Источники информации, принятые во внимание при экспертизе:
1.Поперечно-клиновая прокатка. Под ред. Е. М. Макушка. Минск, Наука и техника , 1974, с. 135, рис. 43 б.
2.Патент ГДР № 57586, кл. 7 а 4, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2115500C1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1991 |
|
RU2014170C1 |
| Устройство для поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1479187A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1412860A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2107573C1 |
