Изобретение относится к обработке металлов давлением, а именно к производству труб прессованием.
Известно устройство для прессования, содержащее соосно расположенные контейнер, полый пуансон, матрицу, а также иглу, состоящую из цилиндрической части диаметром менее диаметра контейнера и конической части с вершиной конуса, обращенной к матрице [1] Необходимость размещения иглы в контейнере обуславливает требование о том, что диаметр цилиндрической части иглы был бы менее диаметра полости контейнера. Применение иглы с конической частью со стороны матрицы позволяет снизить усилия, возникающие при прошивке. В ходе собственно прессования коническая часть иглы не играет никакой роли, так как игла расположена таким образом, что коническая часть ее не взаимодействует с истекающим металлом, контактирует с металлом и формирует размеры трубы калибрующий поясок матрицы и расположенный напротив него цилиндрический участок иглы.
Поскольку игла установлена цилиндрической частью напротив калибрующего пояска матрицы, то труба получается такого внутреннего диаметра, каков диаметр иглы. Это ограничивает технологические возможности известного устройства, поскольку при применении иглы определенного диаметра возможно получение трубы с диаметром полости такого же размера. При необходимости получения трубы с другим внутренним диаметром возникает потребность в смене иглы. Проблематично получение труб с малым диаметром полости, поскольку применение относительно тонких игл приводит к опасности их обрыва во время прессования или поломки при прошивке. Последнее обстоятельство также обусловливает ограниченные технологические возможности устройства.
Известно устройство для прессования труб, содержащее соосно расположенные контейнер, полый пуансон, матрицу, а также иглу, состоящую из цилиндрической части диаметром менее диаметра контейнера и большим диаметра отверстия матрицы и конической части с вершиной конуса, обращенной к матрице [2]
Недостатком известного устройства является возможность разрушения иглы при прессовании труб с малым диаметром полости и необходимость смены иглы при производстве труб с разными диаметрами полости.
Цель изобретения обеспечение возможности получения труб с различными диаметрами полости без поломки иглы, получение труб со смещенным отверстием или с несколькими отверстиями.
Цель достигается тем, что в устройстве для прессования, содержащем соосно расположенные контейнер, полый пуансон, матрицу, а также иглу, состоящую из цилиндрической части диаметром менее диаметра контейнера и большим диаметра отверстия матрицы, и конической части с вершиной конуса, обращенной к матрице, игла установлена на расстоянии, измеренном вдоль оси контейнера от конической части до зеркала матрицы, большем нуля, но меньшем диаметра отверстия матрицы. Если игла установлена на расстоянии "а" от конической ее части до зеркала матрицы, не превышающем диаметра матрицы, то полость в заготовке, во-первых, не закрывается при выпрессовывании металла из контейнера, а во-вторых, диаметр этой полости легко регулируется положением иглы, а не сменой игл. При превышении расстоянием "а" диаметра матрицы происходит либо полное закрытие полости в трубе, либо прекращается регулирующее действие положения иглы.
Сам эффект организации полости в трубе заданного диаметра приводит к расширению технологических возможностей, поскольку позволяет получать трубы с различным диаметром полости с использованием одного и того же инструмента. Кроме того, становится возможным получение труб переменного по длине сечения. И, наконец, применение массивной иглы, не имеющей тонких частей, позволяет получать трубы с чрезвычайно малым диаметром полости. До сих пор такие трубы было возможно получать только способами гидроэкструзии полых заготовок без применения иглы.
В ряде случаев возникает необходимость получения труб со смещенным отверстием, например, для использования в качестве обмотки индукционных печей с водяным охлаждением. Основной трудностью организации процесса прессования в этом случае является несимметричное течение металла, приводящее к изгибу иглы и ее поломке.
Предлагается использовать в этом случае иглу с конической частью, ось которой смещена относительно оси цилиндрической части. Это позволяет сформировать полость в трубе, смещенную относительно внешнего диаметра, при этом благодаря большому диаметру цилиндрической части иглы изгиба иглы не происходит.
Выполненными исследованиями установлено, что диаметр получаемой в трубе полости зависит от угла конусности конической части иглы. Применяя различную конусность иглы по длине окружности, можно добиться различной толщины стенки получаемой трубы, что приводит реально к смещению отверстия в трубе. Поэтому предложено ось конической части иглы наклонять относительно оси цилиндрической части.
Последние два варианта выполнения иглы могут быть использованы для получения двух и более полостей в прессуемой заготовке.
Для этого предложено выполнять иглу с одной цилиндрической, но двумя или более коническими вершинами.
Конкретные диаметры игл, углы конусности и расстояния от иглы до зеркала матрицы (в пределах, оговоренных в формуле настоящего изобретения) являются технологическими параметрами, определяемыми в каждом конкретном случае для получения труб заданных размеров, что будет показано ниже.
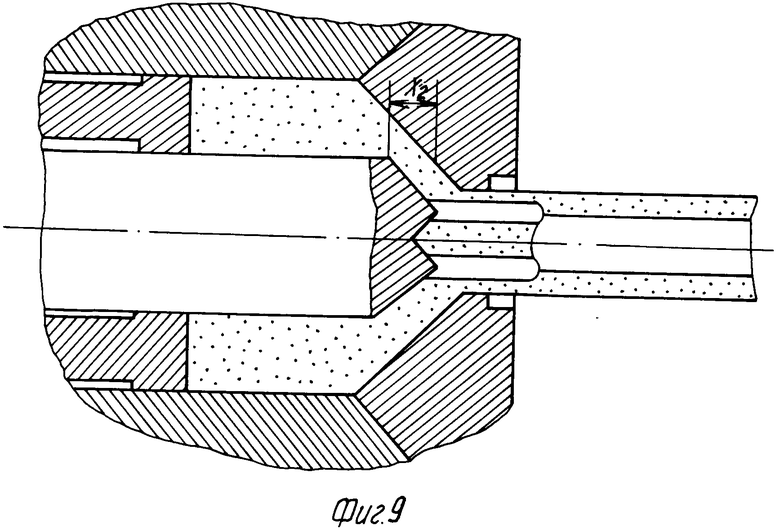
На фиг. 1 изображена схема расположения прессовой оснастки по предложенному техническому решению; на фиг. 2 и 3 графики зависимости диаметра полости от расстояния между конической частью иглы и зеркалом матрицы соответственно в абсолютном и относительном видах, вторым аргументом выступает диаметр отверстия матрицы; на фиг.4 то же, за исключением того, что вторым аргументом является угол наклона образующей иглы; на фиг.5 выполнение конической части иглы с осью, смещенной относительно оси цилиндрической части; на фиг.6 вариант выполнения конической части иглы, наклоненной к оси цилиндрической части; на фиг.7 вариант выполнения нескольких конических вершин; на фиг. 8 и 9 иллюстрация возможности получения раздваивающихся полостей, соответственно, момент получения одной и двух полостей.
Устройство для прессования труб состоит из соосно расположенных контейнера 1, полого пуансона 2, матрицы 3 или иглы, состоящей из цилиндрической части 4 и конической части 5 с вершиной конуса, обращенной в сторону матрицы. Игла имеет диаметр цилиндрической части dибольше диаметра отверстия матрицы dм и установлена на расстоянии x до зеркала матрицы. Расстояние х больше нуля, но меньше диаметра отверстия матрицы 0 < х < dм. В полость контейнера 1 помещен слиток 6, после выдавливания которого через матрицу 3 образуется труба 7.
Устройство работает следующим образом.
При выдавливании слитка 6 воздействием полого пуансона 2 металл истекает через матрицу 3. При этом в зависимости от конфигурации очага деформации возможны варианты получения сплошной заготовки (прутка) с полным закрытием полости, либо получения трубы с размером полости, определяемым положением конической части иглы 5. Чем меньше расстояние х, тем получается больший размер полости трубы и наоборот. Однако при значительном увеличении х регулирующее действие этого фактора сводится на нет. Сказанное подтверждается результатами экспериментов.
Использовали оснастку, состоящую из контейнера диаметром полости dx= 40 мм, игл диаметром цилиндрической части dи10; 18 мм, матриц с dм= 10; 14; 18 мм. Устройство для прессования было снабжено средством для фиксации иглы относительно матрицы в ходе прессования. Полые заготовки из технического свинца прессовали на универсальной испытательной машине УИМЗО, максимальным усилием 300 кН. Из отпрессованных заготовок изготавливали поперечные и продольные темплеты и измеряли диаметр полости в установившейся стадии прессования. На фиг. 2 изображена зависимость диаметра полости dп трубы от параметра х и диаметра матрицы dм при угле наклона образующей матрицы αм=45о и угле наклона образующей конической части иглы α= 45о. Из рассмотрения графиков видно, что для dм 10 мм при х > 10 мм и для dм 14 мм при х > 14 мм, а также при х > 18 мм для dм 18 мм полость в трубе закрывается полностью и регулирование внутреннего диаметра трубы положением иглы становится невозможным.
В технике стараются пользоваться безразмерными величинами, поскольку результаты в этом случае носят более общий характер. Поэтому полученные зависимости приведены на фиг.3 к безразмерному виду путем деления размерных параметров на диаметр dм. Видно, что при превышении величиной x диаметра отверстия матрицы во всех случаях наблюдается прекращение регулирующего действия иглы.
Выявлено, что диаметр контейнера и цилиндрической части иглы, угол конусности матрицы практически не влияют на диаметр полости. Некоторое влияние оказывает угол наклона образующей конической части иглы αи(фиг.4), но это влияние не распространяется на предельное значение х, выше которого регулировка диаметра полости не может быть осуществлена. Таким образом границы изменения х от нуля до dм определяют работоспособность предлагаемого устройства.
При смещении оси конической части 5 иглы (фиг.5) на величину эксцентриситета е относительно оси цилиндрической части 4 иглы соответственно смещается отверстие, получаемое в трубе. Смещение самого отверстия в этом случае достигается за счет разной величины х по длине окружности конической части иглы. В соответствии с графиком на фиг.2 и 3 это вызывает изменение диаметра или радиуса полости, т.е. изменяется толщина стенки готового профиля. Применение такого варианта прессования допустимо, если не накладываются слишком жесткие ограничения на правильность оформления отверстия в трубе. Отверстие может быть получено недостаточно круглым из-за того, что радиус кривизны меняется по длине окружности, как следует из фиг.2, радиус кривизны будет больше там, где расстояние х меньше (на фиг.5 нижняя стенка трубы будет иметь больший радиус).
Увеличение радиуса может быть скомпенсировано увеличением угла наклона образующей конической части иглы αи (фиг.4). Для этого следует ось конической части иглы выполнить наклонно относительно оси цилиндрической части. Здесь специально не оговаривается угол и направление наклона, так как в одних случаях имеет смысл получать отверстие в трубе заведомо неправильной формы, в других наоборот. Важно, что прием наклона осей может служить регулирующим фактором для получения труб с разнообразными полостями (фиг.6). На фиг. 6 величиной ω показан угол наклона оси конической части 5 иглы к цилиндрической части 4. Для сопряжения основания конуса с цилиндром в этом случае выполняется переходная зона pqm, позволяющая в пространстве перейти от эллиптического в сечении основания конуса к цилиндрической поверхности 4.
Для получения нескольких (двух и более) отверстий в трубе игла может иметь две и более конические вершины, оформленные как в варианте с параллельными осями (фиг.7), так и в варианте с осями, наклоненными в цилиндрической части иглы. На фиг.7 изображен вариант получения в трубе двух отверстий r и S небольшого диаметра.
Последний вариант выполнения устройства представляет уникальную возможность получения труб с плавными переходами от одного канала к нескольким, что позволяет избавиться от необходимости применения специальных разветвителей, тройников и т.д. (фиг.8). На фиг.8 изображено положение конической части иглы на расстоянии х1 от зеркала матрицы, которое обеспечивает получение одной полости в трубе. На следующем этапе (фиг.9) игла подводится к зеркалу матрицы на расстояние х2, меньшее х1. При этом расстоянии из-за увеличивающегося влияния двух конических вершин на формообразование в заготовке образуются две полости, причем обеспечен плавный переход от одной полости к двум.
Во всех описанных выше схемах расположения оснастки возможен такой вариант их использования, в котором игла перемещается во время прессования вдоль оси прессования, что приводит к получению заготовок с полостями переменного поперечного сечения.
Результатом от применения предложенной конструкции прессовой оснастки является существенное расширение технологических возможностей. Это достигается, во-первых, благодаря резкому усилению основного тела иглы, что дает возможность прессования труб с малым внутренним диаметром без опасности обрыва иглы. Во-вторых, при использовании всего лишь одной иглы становится возможным получать трубы с самыми разнообразными диаметрами полости путем регулирования положения иглы в очаге деформации. Это обстоятельство выгодным образом отличает предлагаемый объект от варианта оснастки с применением бутылочной иглы. В-третьих, возможно получение труб со смещенным отверстием, причем величина смещения также может регулироваться при применении лишь одной иглы. В-четвертых, возможно получение труб с несколькими отверстиями, причем перемещением иглы можно добиваться изменения их диаметров по длине, а также слияния в одно отверстие.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК | 1993 |
|
RU2049569C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| Устройство для безокислительного прессования полых заготовок | 1991 |
|
SU1834732A3 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038912C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038913C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛЫХ ЗАГОТОВОК С НЕОКИСЛЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2009003C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКИХ ИГЛ | 1996 |
|
RU2106817C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| УСТРОЙСТВО ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440203C2 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НАТЯЖЕНИЯ ПРИ ПРЕССОВАНИИ МЕТАЛЛОВ | 2005 |
|
RU2278758C1 |
Использование: обработка металлов давлением, конструкции устройств для прессования труб. Сущность изобретения: устройство содержит соосно расположенные контейнер, полый пуансон, матрицу, а также иглу, состоящую из цилиндрической части, диаметром менее диаметра контейнера, и конической части с вершиной конуса, обращенной к матрице. Игла имеет диаметр цилиндрической части больше диаметра отверстия матрицы и установлена на расстоянии, измеренном вдоль оси контейнера от конической части до зеркала матрицы большем нуля, но меньшем диаметра матрицы. Ось конической части иглы может быть либо смещена, либо наклонена относительно оси цилиндрической части. Игла может иметь несколько конических вершин. Это расширяет технологические возможности, поскольку становится возможным получение труб со смещенным отверсием, а также с несколькими отверстиями, либо с плавными переходами от одного отверстия к нескольким. 3 з.п. ф-лы, 9 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ерманок М.З | |||
| и др | |||
| Прессование профилей из алюминиевых сплавов | |||
| М.: Металлургия, 1977, с.186 - 187, рис | |||
| Экономайзер | 0 |
|
SU94A1 |
