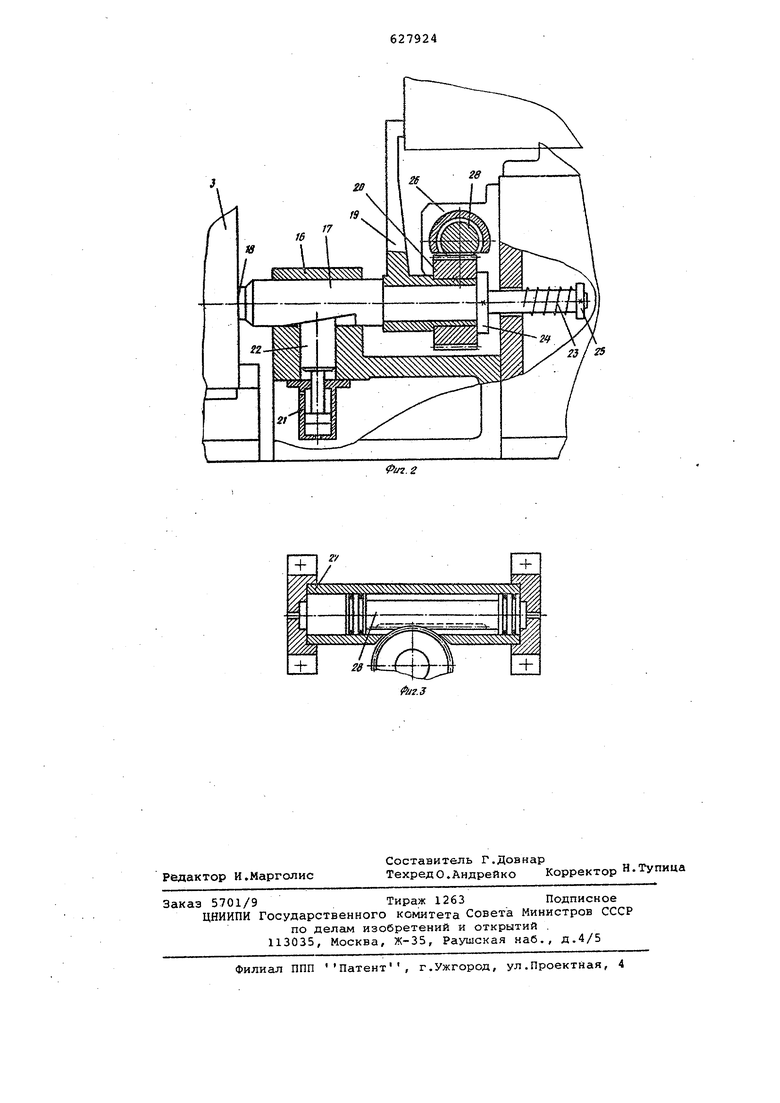
Изобретение относится к области машиностроения, преимущественно к технике производства и ремонта блоков с картером муфты сцепления автомобиль ных двигателей. Известны расточные станки, содержа щие силовую головку, несуи1ую режущий инструмент, установочно-зажимное при пособление обрабатываемой детали и упор силовой головки l. Припус на обработку в известных станках обе печивается за счет установки детали. Для этого до постановки детали на станок замеряют фактический размер от базового торца блока до обрабатываемой плоскости картера и в зависимости от этого размера подбирают соот ветствующие проставочные кольца, ко.торые устанавливают на центр неподвижной передней опоры установочнозажимного приспособления. После этог обрабатываемый блок в сборе с картером устанавливают на подставку. Выдвижнрй центр задней опоры вводится в гнездо коренного подшипника блока цилиндров и перемещает блок влево до тех пор, пока он не сядет последним гнездом на центр передней непод.вижной опоры и не упрется в его буртик или предварительно поставленное .проставочное кольцо. Таким образом резец оказывается с(4ещенным относительно обрабатывав-. мого торца на величину припуска под обработку (глубина резания). В связи с зтим недостатки известных станков в их малой производительности и недостаточной точности обработки нз-за неравномерного припуска на обработку. Цель изобрютення - сокращение времени на выставку режущего инструмента относительно обрабатываемой поверхности и обеспечение минимально необх&димого припуска на обработку. Для этого упор предлагаемого станка содержит подпружиненный ползун, механизм зажима последнего и щуп, который зафиксирован в осевом направлении относительно ползуна, установлен с возможностью периодического поворота и контактирует с обрабатываемой деталью в период ее установки. На фиг.1 показан описываемый станок, общий вид; на фиг.2 - упор силовой головки; на фиг.З - привод поворота щупа. Станок состоит из станины 1 сварной конструкции, на верхнюю плоскость которой устанавлиБа1от напраппяющие салазки 2 с силовой головкой 3, на которой расположена планшайба ; 4 с резцовой головкой 5 и режущим. инструментом 6. На станине 1 расположено ycTaHOBoyiно-зажимное приспособление 7, включаю щее S себя переднкно неподвижную опору 8 с базируки101м центром 9, установочные опоры 10, Неподвижную заднюю опору 12 с базируювднм центром 13 и зажимвьол устройством 14, а также механизм жесткого упора силовой гопо13 ки 15, состоящий из корпуса 16, подпружиненного ползуна 17 с рабочим торцом18,-поворотного за фиксированнего относительно ползуна в Осевом положении, зубчатого сектеpa 20, жестко связанного с поворотным щупом 19, мexaниз a зажима 21 ползуна 17 с Зё1жимньш элементом 22, пружиньа. 23, стопорных элементов 24, 25, гидроцилиндра поворота 26, состоящего из корпуса 27 и штока-рейки 2В. Станок работает в полуавтоматичес ком режиме. После установки блока цилиндров в сборе с картером сцепленйя на установочные опоры 10, 11 ста нок включается в работу. Штрк-рейка 28 гидроцилиндра поворота 26 воздейст вует на эубчатьай сектор 20 поворотно го щупа 19 и устанавливает последний в вертикгшьное рабочее положение. Базирующий центр 13 подвижной зад ней опоры 12 под действием зажимного устройства 14 вводится в гнездо ко ренного подшипника блока цилин ЕЦров и пер&яещает блок влево до тех пор, пока он на сядет последним гнездом н базирующий центр 9 передней опоры и не упрется в буртик. Одновременно при перемещении блок на рабочую позицию торец привалочной ПЛОСКОСТИ картера сцепления воздейст вует на щуп 19 и перемещает его совместно с подпружиненным ползуном 17.
f f.ff
f 7№п
f tZ J
/l l vWf jV yy- vyi После фиксации и зажима блока включается механизм зажима 21 ползуна 17 и затем под действием штока-рейки 28, гидроцилиндра поворота 26 и зубчатогй сектора 20 производится отвод поворотного щупа 19 от торца обрабатываемой детали. Силовая головка 3 перемещается по направляющим салазкам 2 до упора в рабочий торец 18 зажатого ползуна 17 и останавливается, тем самым осуществляется автоматическая выставка резца 6 относительно обрабатываемого торца привалочной плоскости на заданную глубину снимаемого металла; Включается привод силовой головки, производится обработка. По окончании механической обработки исполнитель1ше органы перемещаются в исходное положение. Станок автоматически выключается i Формула изобретена: л Расточный станок, содержащий силовую головку, несущую режущий инструмент, установочно-зсйсимное приспособление ддя Обрабатываемой детали и упор силовой головки, отличающийся тем, что, с целью сокращения времени -на выставку режущего инструмента относительно обрабатываемой поверхности и обеспечения минимально необходимого припуска на обработку, упор содержит подпружиненный ползун, механизм зажима последнего и щуп, который зафиксирован в осевом направлении относительно ползуна, установлен с возможностью периодического .поворота и контактирует с обрабатываемой деталью в период ее установки. Источники информации, принятые во внимание при экспертизе: 1, Шахнес М.М. Оборудование для ремонта автомобилей, М., Транспорт 1971, с.181, рис.261.

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный сверлильный станок | 1977 |
|
SU660811A1 |
| Агрегатный станок | 1990 |
|
SU1754420A1 |
| Устройство для установки рабочего органа металлорежущего станка в рабочее положение | 1984 |
|
SU1140930A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РАДИАЛЬНЫХ ОТВЕРСТИЙ | 1990 |
|
RU2012452C1 |
| Устройство для автоматического позиционирования рабочего органа металлорежущего станка | 1985 |
|
SU1284711A1 |
| Продольно-строгальный станок | 1974 |
|
SU516478A1 |
| Автоматическая линия | 1980 |
|
SU889387A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Многопозиционный станок для обработки деталей стержневым инструментом | 1980 |
|
SU956238A1 |
г-/
4L
1
