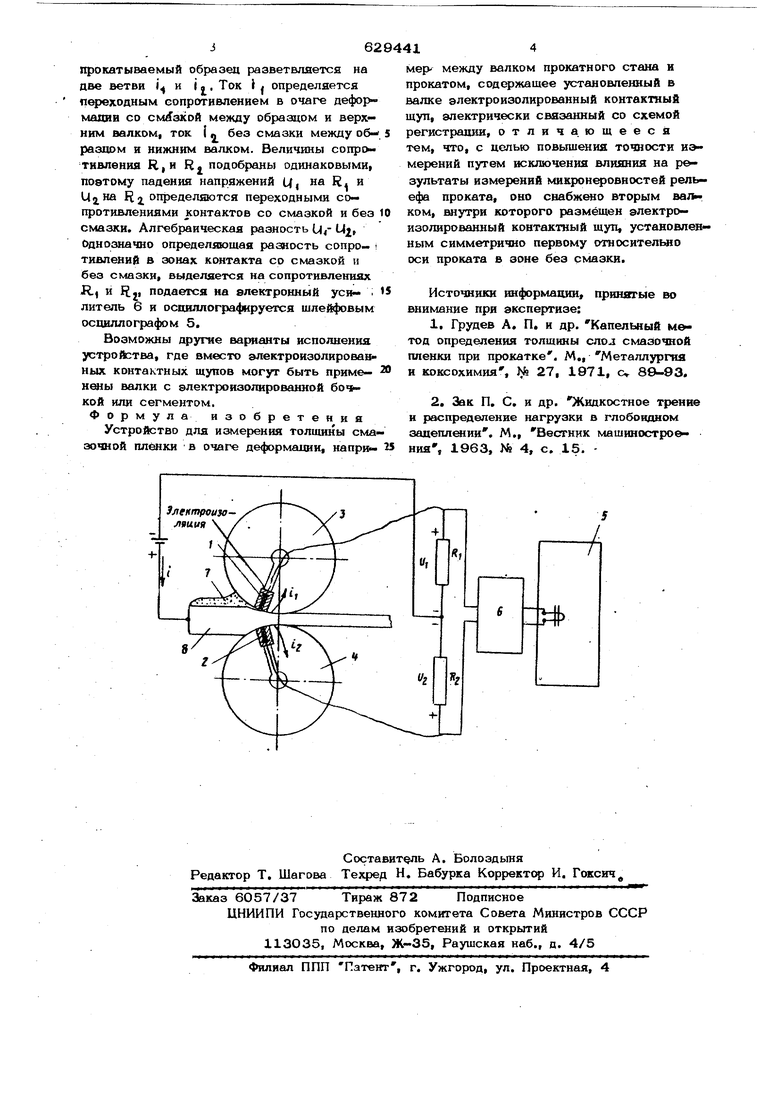
прокатываемый образец разветвляется на две ветви Ц и i. , Ток определяется п)еходным еопротивлением в очаге деформадии со смазкой между образцом и верхним валком, ток i п без смазки между образцом и нижним валком. Величины сопротивления Я,и R. подобраны одинаковымИ| поэтому падения напряжений U| на R. и U2.Ha R 2 определяются переходными сопротивлениями контактов со смазкой и без . Алгебраическая разность Ur М2 Однозначно определяющая разность сопро- тивлений в зонах контакта со смазкой и без смазки, выделяется на сопротивлениях JR., и ft J, подается на алектронный уси- : литель 6 и осцшшографируется шлейфовым осциллографом 5.
Возможны другие варианты исполнения устройства, где вместо электроизолирова ных контактных щупов могут быть приме- НШ1Ы валки с электроизолированной бочкой или сегментом. Формула изобретения
Устройство для измерения толщнны смазочной плёнки в очаге деформации, напри
мер- между валком прокатного стана и прокатом, содержащее установленный в валке электроизолированный контактный щуп, алектрнчески связанный со схемой регистрашш, отлича. ющееся тем, что, с целью повьпиения точности иэмерений путем исключения влияния на р& зультаты измерений микронеровностей рельефа проката, оно снабжено вторым валком, внутри которого размещен электро- изолированный контактный щуп, установленным симметрично первому относительяо оси проката в зоне без смазки.
Источники информации, принятые во внимание при экспертизе:
1,Грудев А. П. и др. Капельный м&тод определения толщины слол смазочной пленки при прокатке . М„ Металлургия и коксохимия , Jvfe 27, 1971, с 89-93.
2.Зак П. С. и др. Жидкостное трение и распределение нагрузки в глобоионом зацеш1 {ии. М., Вестник мащиностро ния, 1963, № 4, с. 15. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СМАЗОЧНОЙ ПЛЕНКИ ПРИ ШЛИФОВАНИИ | 1999 |
|
RU2167045C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СМАЗОЧНОЙ ПЛЕНКИ ПРИ ШЛИФОВАНИИ КОМПОЗИЦИОННЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2167044C1 |
| Способ прокатки полосовых заготовок | 1985 |
|
SU1304947A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС | 2011 |
|
RU2467813C1 |
| Способ горячей прокатки полос из алюминия и его сплавов | 1988 |
|
SU1570809A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| Устройство для контроля всплытия шеекОпОРНыХ ВАлКОВ CTAHA гОРячЕй пРОКАТКи | 1979 |
|
SU835546A1 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
| Способ получения технологического масла для холодной прокатки металлов | 1990 |
|
SU1765173A1 |
| Способ смазки прокатных валков | 1977 |
|
SU703172A1 |
