иынкмиуя мсхаиическо лрочпости вставка 1 быть армп;)()15апа внутренним каркасом 8 и:; тонкого листа, л.и ii|K)Bo,. Кроме того, армирование может произвоAHTjjCH а.иомоси.шкатиой ватой, , пропитанным металлом (а.тюмишкм), или сннтетичеекнлги волокнами, обладающими 1И13К01 теплопроводностью и высокой тен; остойкостьк).
Для новыюения прочностных свойств и нредотвращепия осынаиня поверхиостпого c;ioH вставкп 1 последияя может быть покрыта тонким (0,05-0,25) слоем окиси алюминия с дисие Хностыо 0,02--0,04. коруидиеом, знитеркорундом, жидким стек.ЮМ и:1и синтетической слюлой, например мочевиио-фенолоформа.льдсгидиой.
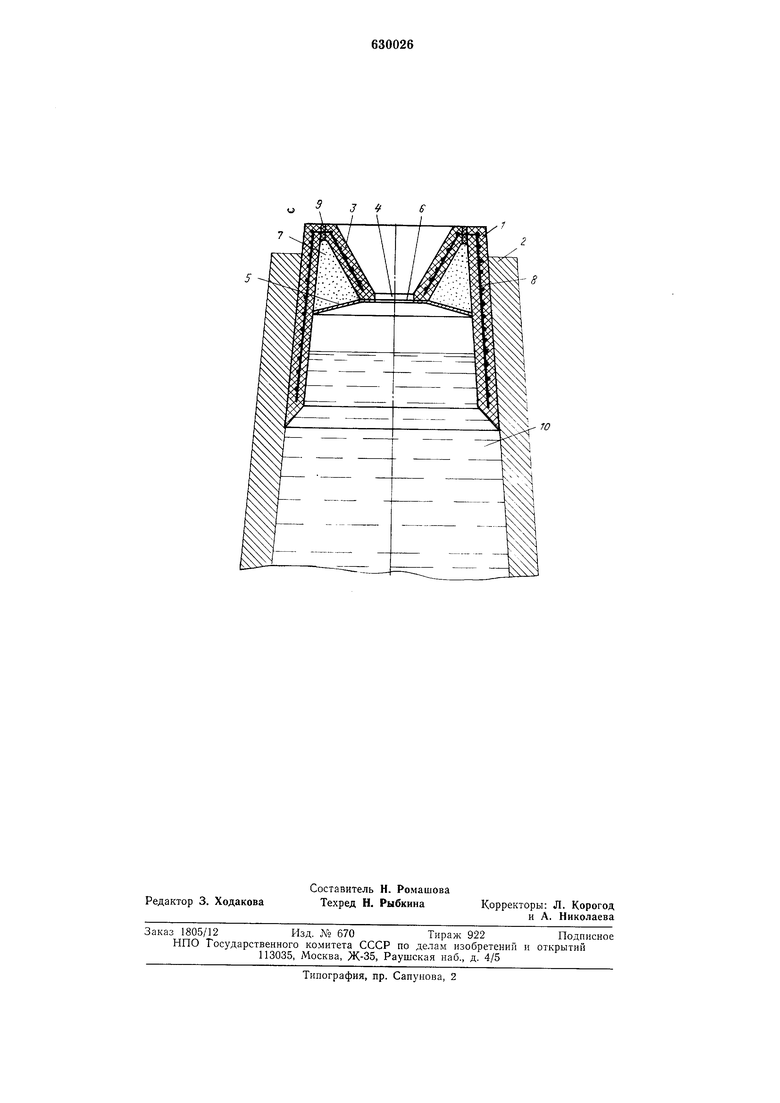
В верхней части по периметру вставки 1 расположены отверстия 9 (или пористые иробки), предиазпаченпые для выхода образующихся газов. На чертеже показан также разливаемый металл 10.
Перед разливкой вставку 1 устапавливают но осп изложпицы 2 па дно ее (или иоддои) так, чтобы оси отверстия 4 и изложиины 2 совпадали. Затем иосле еовмещеиня оеей стакаиа ковша (на чертел е ие иоказап) п ызложппцы 2 пачинают разливку виачале малой струей, чтобы уменьшить силу удара ее о дио (иоддои). При этом вставка 1 обесиечивает улавливание брызг мета,1ла 10, образующихся при удаjie струи.
По мере паполнеиия изложнииы 2 металjiOjM 10 вставка 1 всилывает и защищает стеики пзложиицы 2 от брызг металла 10 на всем иротяжепии :1аз;11 вки. Плавающая вставка 1 иогружается в жидкий металл 10 на пебольшую глубину так, что между зеркалом металла 10 п мембраной 5 образуется поетоянный зазор, наличие которого предотвращает до заданного момента раеилавленне мембраны 5.
Вставка 1 позволяет уменьшить охлаждение верхинх слоев металла 10 при его юдъеме в изложиице 2 вследствие их изолянин от стенок изложницы 2 вставкой 1.
После всплытия в крайнее верхнее ноложенне вставка 1 фиксируется стенками изложницы 2. Для этой нелн могут служить и специальные уноры (на чертеже не иоказаиы). Для обееиечеиия илотиого ирнле|-аиия к стенкам изложиины 2 ветавка 1 может бьггь р,ыио,:п1ена с нродольным .
( момента (м1ксан1 11 вставка 1 выполия{т po.:ib утеплителя 11рибы.11)Ной части с.иггка. 1аиолисч1не нрибы.ш , этот период производят сокращеииой струей или с нерерывом.
Пое.те наио,1ие1П1я из.пожницы 2 и liCTauки 1 до заданного уровня разливку прекрантают. При этом мембрана 5 соприкасается с металлом 10 и плавится. Толщипа и yi-ол раскрытия мембраны 5 подбирают такими, чтобы обеспечить ее полное раснлавлеиие одиовременио с ирекращением раз.ливки. При плавлении мембраиы теплоизоляниоииый, и.ли экзотермический материал, иаходяни1Йся в полостп 7, распространяется по поверхности слитка, что исключает необходимость иримеиеиия спениального устройства ввода этих материалов.
Образующиеея газы удаляются из полости 7 через отверстия 9 (или иористые нробки) в верхней части вставки 1 и через отве)стие 4 в центре горловины 3. Своевременный ввод материалов иа иоверхность металла исключает образоваиие корочки на поверхности слитка.
Применение цредложениой вставки позволяет улавливать брызги металла, утеплять прибыль слитка, своевремеино и автоматически вводить необходимые материалы }ia иоверхность металла в строго задан юм количестве, что повышает качестве слитка и увеличивает выход годного.
Фор л1 у л а изобретения
Вставка к изложнице для улавливания брызг металла, содержащего корпус, отличающаяся тем, что, с целью повышения качества слитка, она снабжена горловиной, вынолнениой в виде усеченного обратного конуса и образующей со стенками корпуса иолость, закрытую расплавляемой мембраиой.
Источники информации, ирииятые во вниманне нри экспертизе 1. Патент США № 3262669, кл. 249-197, оиублик. 1964.
9 3 S
| название | год | авторы | номер документа |
|---|---|---|---|
| Вставка для изложницы | 1974 |
|
SU630027A1 |
| Способ отливки стальных слитков и устройство для его осуществления | 1990 |
|
SU1770039A1 |
| Способ получения слитков | 1977 |
|
SU712193A1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ И СПЛАВА СВЕРХУ | 2008 |
|
RU2388571C2 |
| Устройство для разливки стали | 1987 |
|
SU1526889A1 |
| Устройство для разливки металлов | 1988 |
|
SU1600915A1 |
| Устройство для сифонной разливки стали | 1979 |
|
SU854559A1 |
| Способ разливки стали | 1978 |
|
SU710766A1 |
| Способ получения плоских слитков направленной кристаллизацией | 1990 |
|
SU1825323A3 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТОВОЙ ЗАГОТОВКИ ИЗ ЛИТЕЙНОГО ЖАРОПРОЧНОГО СПЛАВА | 2003 |
|
RU2254959C1 |