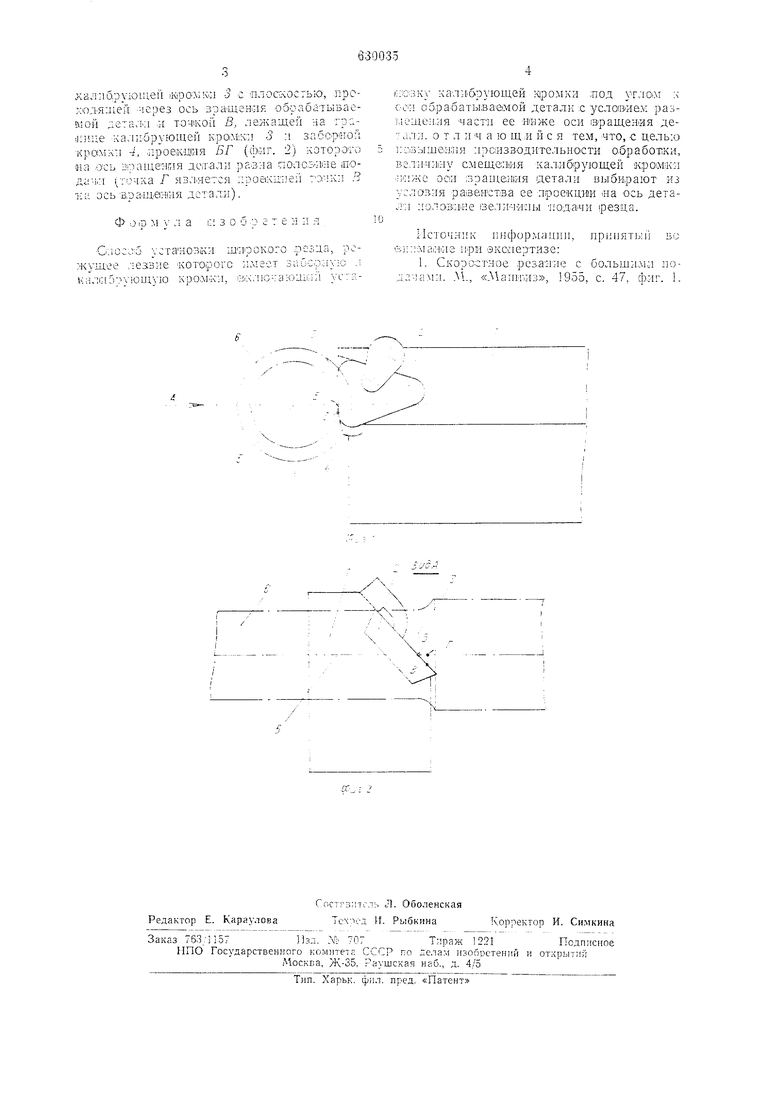
Изоб|ретейИе отеоаит ся к 1металлооб работюе и сможет быть иопользоваио лри точении .ш1И1р01К1И1ми |резца:М1И, имеюща-г-мл лезеле, ;на1Кло:не1Н;Ное стод «вкоторьим углам к ООН детали. Из1В1естен способ устаиавйи шщрокого резца, режущее лезвие KOTOipOno имеет заборную я каЛИбрующую «рюмми, включающий ycTaiHOiBKy 1К.ал1ибрующей iKpOiMiwH лод углом 1К оси Обр1а баТЫ1Ваамой дсрали npiii размещении част1и ее лиже оси 1В|раще|Ния детали 1. Одн.а1ко -nipiH H3iBeiCTiHiaM способе ycTaiHoeKii широкого резца IB коитакте с деталью 1на.ходит ся ЗН.ачительный участок калибрующей кромки режущего лезвия, в связи с чем возникают большие отжимающие уаиЛ1;1.я, вибрации, требующие ани жения режимов обработки, кроме того, отсутствует возможность обрабатывать ставерхности «а ступеначатых деталях 1В(плотную IK торцу к 1нодрезать торцы, так как -калибрующая а рсмка режущего лезгаия выступает за лределы ирилуока Обрабатываем.ой пойерхности, -в связи с чем оста ащийся у торца (прищок 1необхоаИ|Мо удалять друпим резцом, также снижает ироиз-водительность обграбопки. Цель изобретения - ловыщение произ водительности юбр.аботш. Это достигается тгм, что по предлагаеыому слособу величину смещения каЛИбрующей iKipOiMKc; Н1Иже оси вращения детали ,зь;б-ирают из услоз1И1 1 равенства ее .ироекииг на ось детали полозине величины иодачи :;1езца. ПР( такой устаноэке резца m контакте с обрабатываемой .ло.верхностыо находится иА ИН1И|МаЛЬНО BOSNiOiHvHHH отрезок 1КаЛ|ИбруЕОщей -к:ром1 1и лезв-ия. блатодаря чему 1ПС|ЗЫ1иается лрО ;ззодительность обрабе тки. Кро:.е того, Обеслеч.и-ваютс.я (ка торцоз и оюрйботк. асверхиостей (вплотную к Т0рца;м (колирующая обработка) с радиусам .эизны у торцов, paiBiHbiiM проекции гр.сф;иля з абОр.ной кро.мш иа ило:око сть, прохадящую через ось вращения детал.и. w:ir. I cxe iaтичa o доказана установка резца нредла.гаемы1М сиособом; на фит. 2 дан .зид ло стрелке .4 на фиг. 1. Резец /, имеющий трехгранную режущую пластшну 2 с щи.роким режущи.м лезвием. В1хлю чающим кал1ибрующую крОМку 5 J: забор.ную :кр:ом1К -4. устаи.авлизают ка.Ибрующей |Кро.л:хо:; 3 лод углом к о:п 5 вращения обрабатываемой детали 6. Ниже оси з:ра:цения обрабатываемой детали устанавлизан г отрезох калибрующей кромки .3, менаду точкой 5 иеросечения
кал;шрую111ей iivoo MKi 3 с плоскостью, пре.хоЛЯ:леГ через ось зращеБИЯ об-рпбатываейой летала и точкой В, лежащей на граjiiue калиорующей крО|М:;ч; 5 л забсриой Кро1мк:1 -4, лроезчЦня БГ (ф;иг. 2) которого на ось В ра1цетия дотал} разна полсЗИае подачс ггочха Г язЛЯется лроахиие; точки В та: осьВ,оа:ЩйН1Ня дстал:и).
|;;:0зку калИбрующей ; 1ромки ;под угло-м х ООП об.ра-батьивабмой детали ,с разьлещеи.ня части ее виже оси еращеаия де ал л. о т л и ч а ю щ и и с я тем, что, с целью :с1зыше:н;пя лроиззодительности о.бработ;ки, ве.т;гч-И1лу смещел.ия каллбрующей KpoiMai; лсже оси вращения детали выбирают из услозля ра венства ее лроекции «а ось дета.:;л лолазЛНе 1зеличилы иодачи ipesna.
Источник информации, прииятьи Бо в);::;л а|Н|Ие при 9iiCi:iepTH3e:
1. Скоросгно-е реза:нле с большидьл подлчамл. М., «Маитпиз, 1955, с. 47, флг. 1.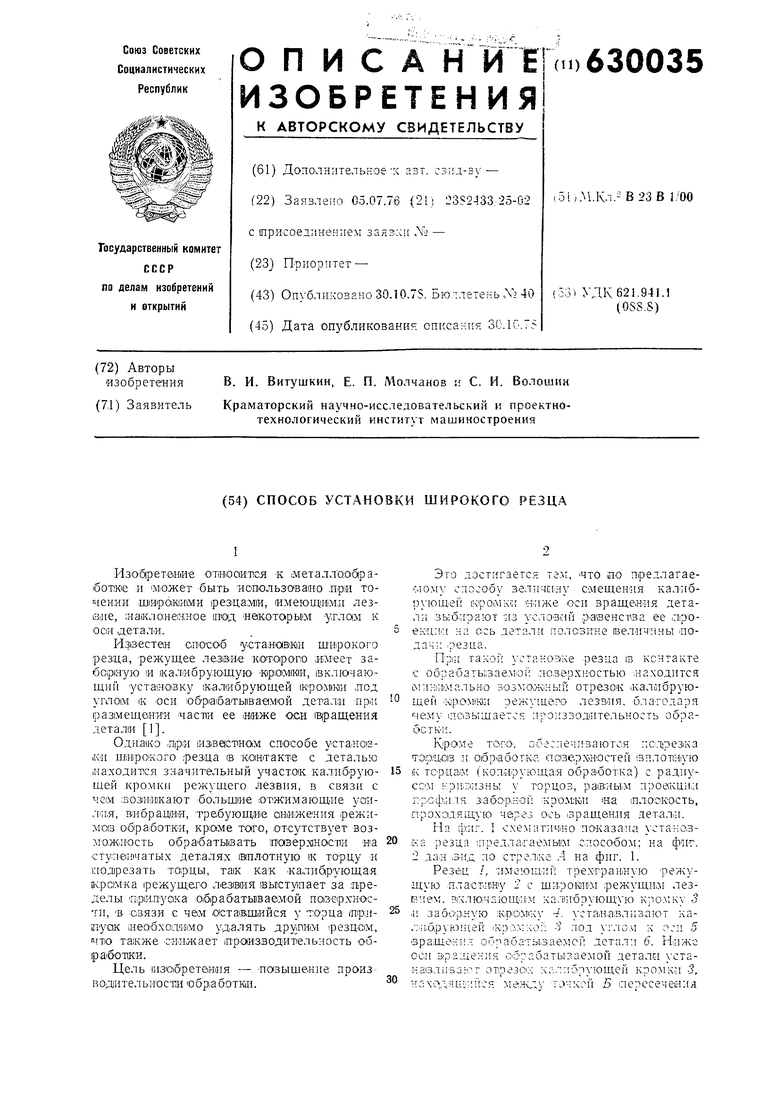
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки широкого резца | 1978 |
|
SU818753A1 |
| Способ обработки материалов резанием | 1986 |
|
SU1364397A1 |
| Способ резания чашечным самовращающимся резцом | 1975 |
|
SU533452A1 |
| Резцовая головка | 1978 |
|
SU774805A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| СВОБОДНО ВРАЩАЮЩИЙСЯ МНОГОЛЕЗВИЙНЫЙ ТОКАРНЫЙ РЕЗЕЦ | 1972 |
|
SU426757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| Способ обработки тел вращения некруглого сечения | 1977 |
|
SU665982A1 |
