(54) СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА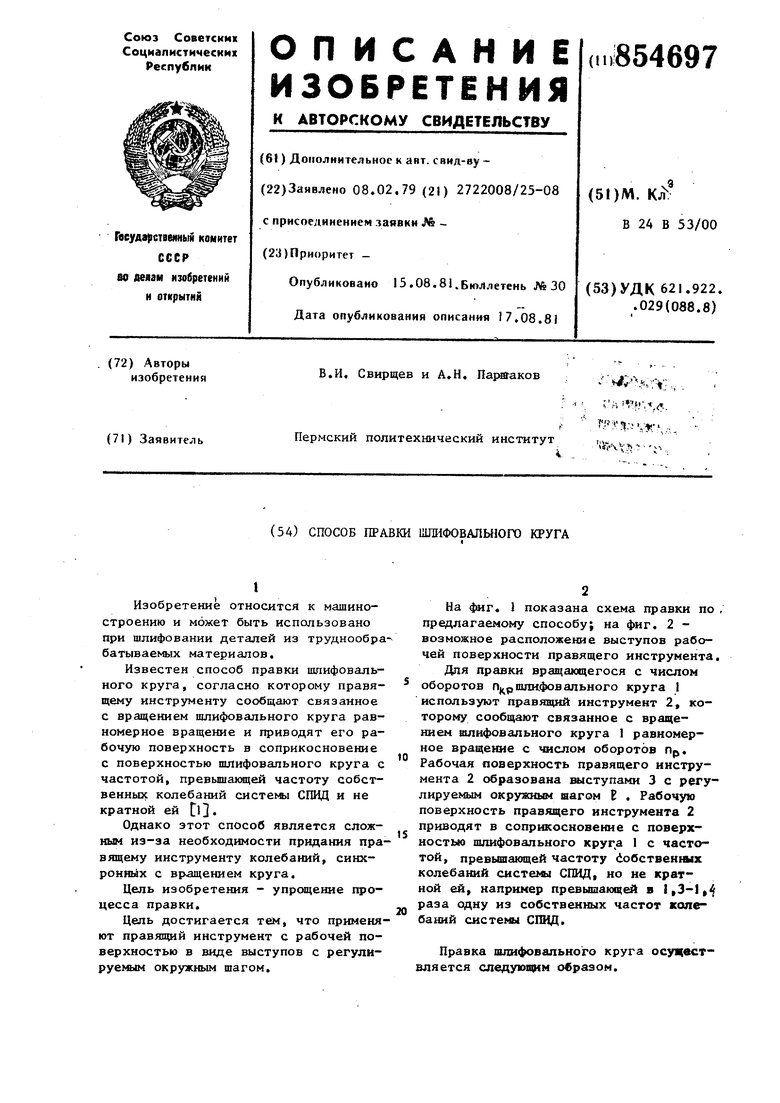
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга | 1987 |
|
SU1493447A1 |
| Способ правки шлифовального круга | 1986 |
|
SU1399098A1 |
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |
| Способ правки шлифовального круга | 1985 |
|
SU1266716A1 |
| Способ правки шлифовального круга | 1976 |
|
SU630065A1 |
| Устройство для правки шлифовального круга | 1976 |
|
SU626943A1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1033299A1 |
| Способ обработки деталей абразивным кругом | 1987 |
|
SU1542788A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ПРАВКИ АБРАЗИВНЫХ КРУГОВ | 2003 |
|
RU2268817C2 |
| Способ правки шлифовального круга | 1979 |
|
SU870099A1 |
1
Изобретение относится к машиностроению и может быть использовано при шлифовании деталей из труднообра батываемых материалов.
Известен способ правки шлифовального круга, согласно которому правящему инструменту сообщают связанное с вращением шлифовального круга равномерное вращение и приводят его рабочую поверхность в соприкосновение с поверхностью шлифовального круга с частотой, превышакицей частоту собственных колебаний системы СГШД и не кратной ей D3.
Однако этот способ является сложным из-за необходимости придания правящему инструменту колебаний, синхpoHHbix с вращением круга.
Цель изобретения - упрощение процесса правки.
Цель достигается тем, что применяют правящий инструмент с рабочей поверхностью в виде выступов с регулнpye ffiiiM окружным шагом.
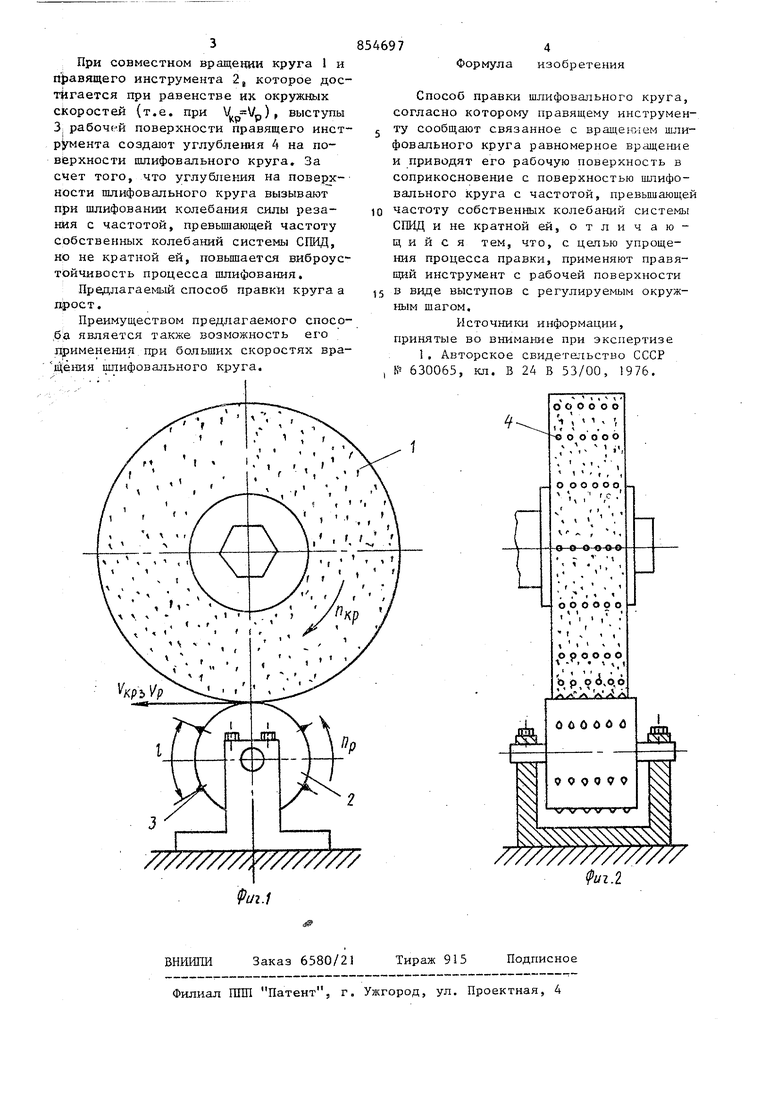
На фиг. i показана схема правки по , предлагаемому способу; на фиг. 2 возможное расположение выступов рабочей поверхности правящего инструмента.
я правки вращающегося с числом оборотов ПНР шлифовального круга I используют правяв(ий инструмент 2, которому сообщают связанное с вращением шлифовального круга 1 равномерное вращение с числом оборотов Пр.
to Рабочая поверхность правящего инструмента 2 образована выступами 3 с регулируемым окружным шагом Е . Рабочую поверхность правящего инструмента 2 приводят в соприкосновение с поверх15ностью шлифовального круга I с частотой, превышающей частоту do6cTBeHHbix колебаний систе в 1 СПИД, но не кратной ей, например превышающей в 1,3-1 раза одну из собственных частот коле20баний систе е 1 СПИД.
Правка шлифовального круга осуществляется следующим образом.
