кармана не может подаваться наираиныи ряд сортовых профилей, так как при сбросе их Б карЛШИ они располагаются в беспорядочном состоянии, что затрудняет нх укладку, дальне11шую транспортировку и обвязку. Кроме того, наличие поперечного конвейера усложняет конструкцию п приводит к увеличению производственных илонхадей в хвостовой части агрегата.
Цель пзобретепия - упрощение копструкдни и новыплепне эффективности пропесса иутем улучшения укладки изделий в приемный карман.
Иоетавленная цель достигается тем. что оиорпая поверхность подъемно-опускного стола состоит из двух рядов кронпгтейнов, установленных па етойках с возможпост ю новорота в вертикальной нлоекоети, а приемпый карман включает горизонтальные и два ряда вертикальных нрнводпых ролнков, расположенных между кронштейнами.
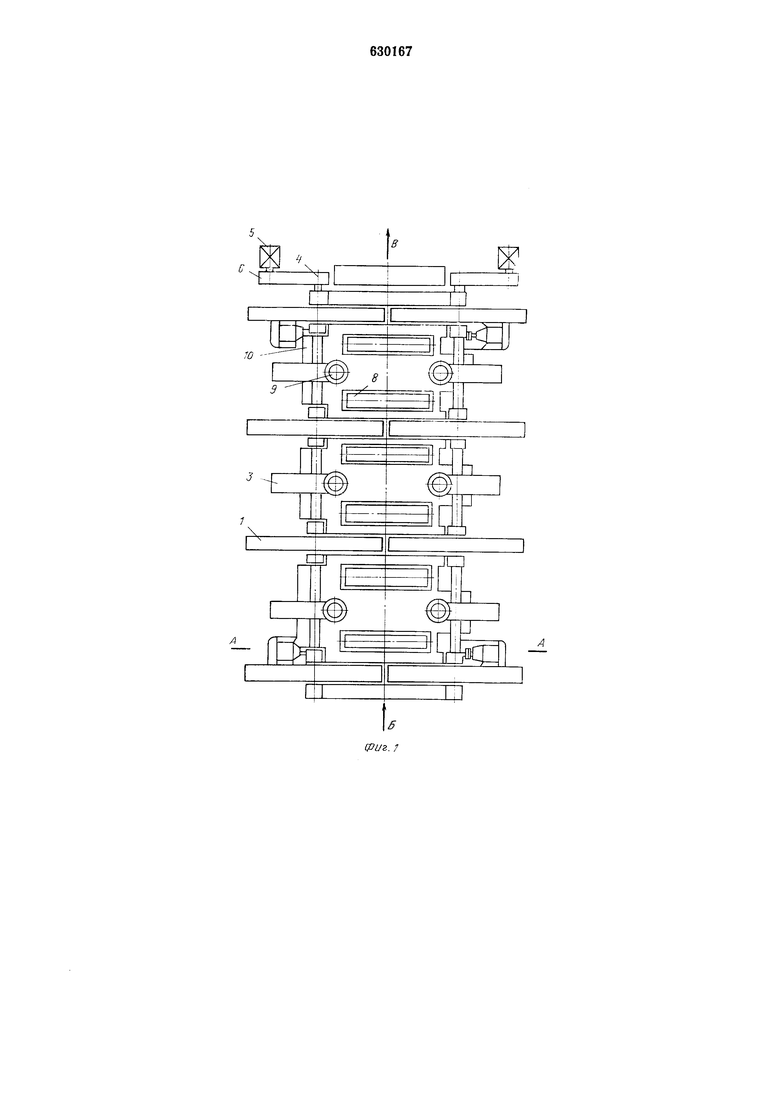
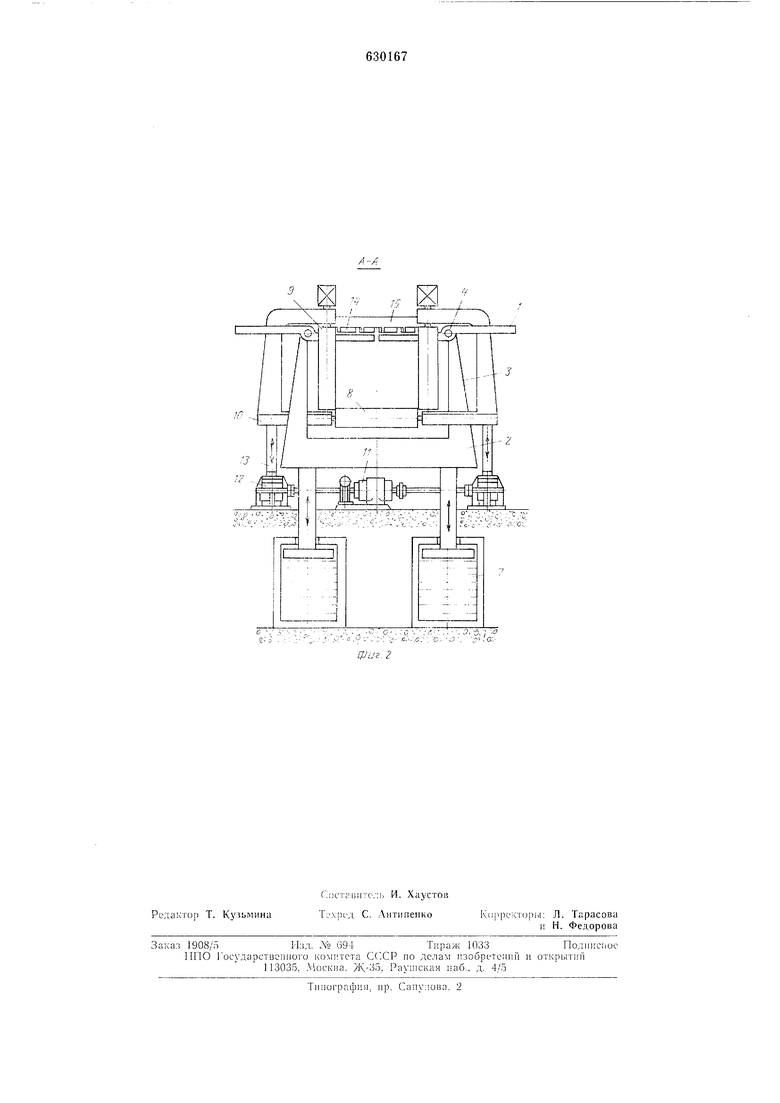
На фиг. 1 схематически изображено нредлагаемое устройство, вид сверху; на фиг. 2- сечение Л--А на фиг. 1.
Устройство для укладки ирофнлей проката содержпт подъемно-опускной сто.ч и расно;шженный иод ним приемный карман, иричем рабочая онорная новерхность нодъемного стола выно;1непа в внде двух рядов KpOHHJTeiiHOB 1, уетановленных на связанных обш,е11 рамой 2 вертнкальных стойках 3 с воз.можпостью поворота в вертпкальной плоскости вокруг общей оеи 4, иараллельной нродольиой оси устройства. Привод поворота кронштейнов 1 осуществляется от электродвигателей 5 через редукторы 6, подъем и оиускание иодъемпого стола - от гидроцилиндрОБ 7.
Приемный карман изготовлен в виде горпзонта;1ьных 8 н вертпка.тьных 9 прпводпых роликов, смонтпрованных на обш,ей станине 10, при этом вертика,:1ьпые ролики 9 расноложены между кронштейнами 1. Поднимается н онускается нрнемный харман при помощи электродвигателя 11 через редукторы 12 и силовой внпт 13. Для остаповки профилей 14 иа кропштейнах 1 иодъемпого стола предусмотрен унор 15.
Работает устройство следующим образом.
Пабранный ряд нрофплей 14 проката транспортируется в направлении стрелки Б па кронштеГшы 1 подъемного етола до упора 15. По мере набора рядов в пакет рама 2 с вертикальпыми стойкамн 3 с юмощью гндроцплппдров 7 онускаетея, н нолностью набранный пакет укладываетея в нрпемпый карман на горнзонтальные нрнводпые ролики 8. Вертпкальпые ролики 9 сохрапяют задаппую форму пакета. Поворотные кронштейны 1 поворачиваются в вертикальное положепие вокруг общей оси, иараллельной оси устройства, освобождая иакет профилей, рама 2 поднимается в крайнее верхнее иоложенне, кронштейны 1 устанавливаются в горпзоптальиое положепие и на них производится укладка очередного ряда нрофилей проката.
Набранный же накет горизонтальными 8 н вертикальными 9 роликами иеремещается с приемного кармана в направлении стрелки В для обвязки и взвешивания.
При меиьшей высоте пакета станина 10 с роликами 8 и 9 посредством привода от электродвигателя 11 через редуктор 12 и силовой вгнгг 13 может быть иодпята выше крайнего инжне -о положения и носле укладки пакета па горизонтальные ролики 8 н иоворота в вертнка.тыюе но-ложение кронштейнов 1 опущена в крайнее нижнее ноложеиие. ОдиовремеиЕо рама 2 со стойками 3 и кроиштейнами 1 подпимается в крайнее верхпее положепие.
Предлагае.мое устройство для укладки и иеремеш.еиия профи, проката иозво.чяет упростить конструкцию с 5мепьшенпем ее веса па 20-30% н сократить заннмаемые производетвенные площади, иовысить эффективиость укладки профиле и иеремеще ия 1 акетов, меха П зировать и автомат 13 ровать укладку и 1еремещение пакетов к вязальным машинам, освободить сушествующпй обсл)живаюидий персонал, а также нутем сокращения времени перемещения пакетов с приемного карма 1а увеличить роизводите; ьность агрегатов.
Фор м у л а н 3 о б р е т е н н я
Устройство для укладки стержнеобразных издел и, содержащее нодъемно-оиускной стол для изделий н расноложенный нод ним пр гемпый карма, отличающееся тем, что, с ул чнгеиия процесса укладкп изделий в 1рпемный карма, опор 1ая поверхпость од зем 1о-опускного сто.ча состоит из двух рядов кро 1штейпов, уста Овлс 1 з Х ia стойках С возмояпюстью новорота в вертпкаль юй 1лоскост 1, а 1риемный карман вкл 0чает горизонтальные ндва ряда вертикальпы.к фиводпых ро., рас io;io Ke : JX между кронште1П1ами. Источники И 1формании,
во в имание ири эке 1ертпзе
1. П. С. п др. Гнутые нроф 1Л роката. М. «Техппческая литература, 1962, с. 267.
2.Гришевский П. С. п др. Производство 0 U HKOBa Hb X холодног 1утых гофрпрова ных ирофнлей. «Энергия, 1970, с. 56-59.
xj |- 1ЕГТЫ11П1СЛ
И
-С
щ
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Устройство для формирования пакета штучных продольных изделий тройником вперевязку | 1987 |
|
SU1615097A1 |
| Автомат для укладки цилиндрических изделий в пакет | 1979 |
|
SU887385A1 |
| Устройство для послойной укладки изделий в пакет | 1988 |
|
SU1572954A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПАКЕТА ШТУЧНЫХ ГРУЗОВ | 1969 |
|
SU247854A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ СЫРЦА КЕРАМИЧЕСКИХ КАМНЕЙ НА СУШИЛЬНЫЕ ВАГОНЕТКИ | 1971 |
|
SU290846A1 |
| МАШИНА ДЛЯ УКЛАДКИ ШТУЧНЫХ ГРУЗОВ НА ПОДДОНЫ | 1966 |
|
SU184712A1 |
| Устройство для формирования шестигранного пакета труб круглого сечения | 2022 |
|
RU2787417C1 |
| Машина для штабелевки свежеотформованных керамических и силикатных изделий, принимаемых от прессов | 1959 |
|
SU126044A1 |