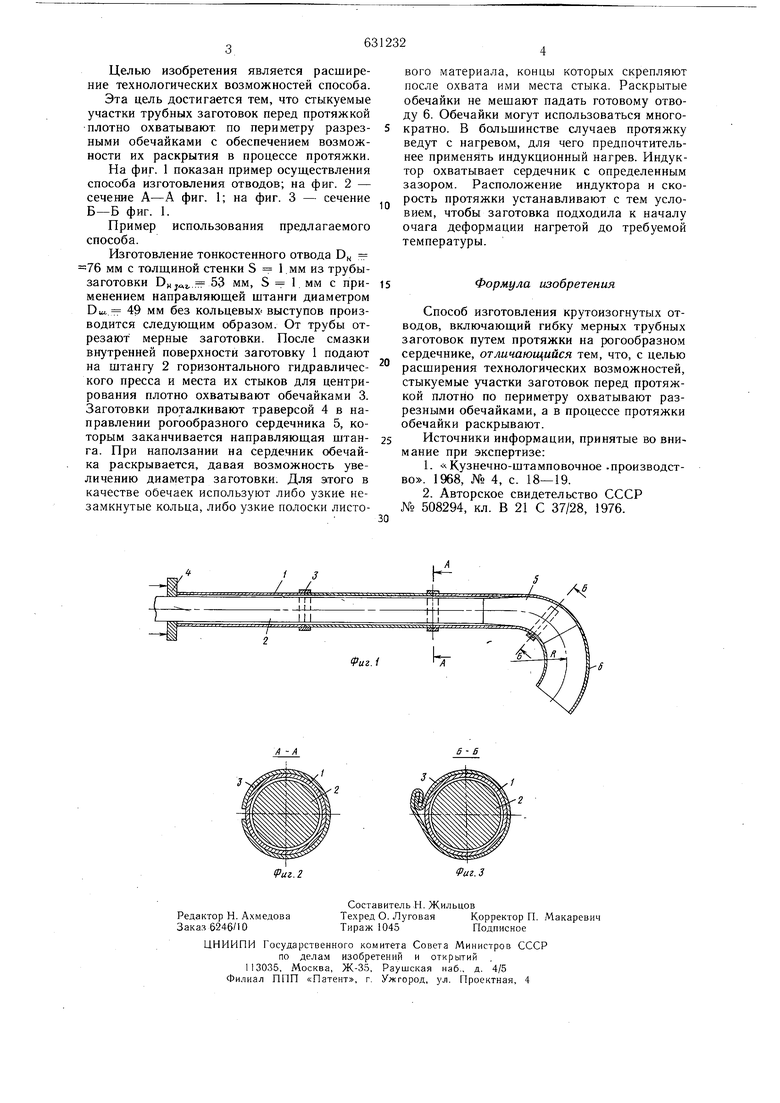
Изобретение относится к области обработки металлов давлением, в частности к способам изготовления крутоизогнутых отводов из трубных заготовок. Известен способ изготовления отводов протяжкой по рогообразному сердечнику, согласно которому мерные трубы-заготовки, предварительно размещенные на направляющей штанге горизонтального гидравлического пресса, проталкиваются траверсой в направлении рогообразного сердечника, которым заканчивается направляющая щтанга. При движении по сердечнику заготовка увеличивается в диаметре и изгибается .без изменения толщины стенки. Полученный отвод падает с сердечника. Этот способ является наиболее производительным и широко применяется при производстве отводов 1. Но применение способа в описанном виде для изготовления отводов с толщиной стенки S 1,5 мм не дает положительного результата. Размещенные на штанге заготовки имеют смещение одна относительно другой из-за зазора между ними и штангой. Этот зазор (достаточно значительный) предусматривают с учетом отклонений прямолинейности штанги по длине и труб-заготовок по внутреннему диаметру и тол шине стенок. В результате заготовки вступают в контакт друг с другом не по всей кольцевой поверхности торцов. При проталкивании заготовок по штанге торцы их в местах контакта лопаются (или сминаются) и они вклиниваются одна в другую, причем передняя останавливается. Указанное явление возникает в любом месте по всей длине расположения заготовок. Известен способ изготовления крутоизогнутых отводов протяжкой, в котором штанга выполнена с диаметром, близким к внутреннему диаметру труб заготовок только на узких кольцевых выступах. Здесь мерные трубы-заготовки располагают на штанге таким образом, что их торцы контактируют на упомянутых кольцевых выступах. Тогда отклонение прямолинейности штанги по длине не оказывает отрицательного влияния, приводящего к описанному выше недостатку 2. Недостатком этого способа является необходимость . иметь большое количество штанг при изменяющейся номенклатуре отводов. Однако, изготовление таких штанг трудоемко, что снижает эффективность применения способа.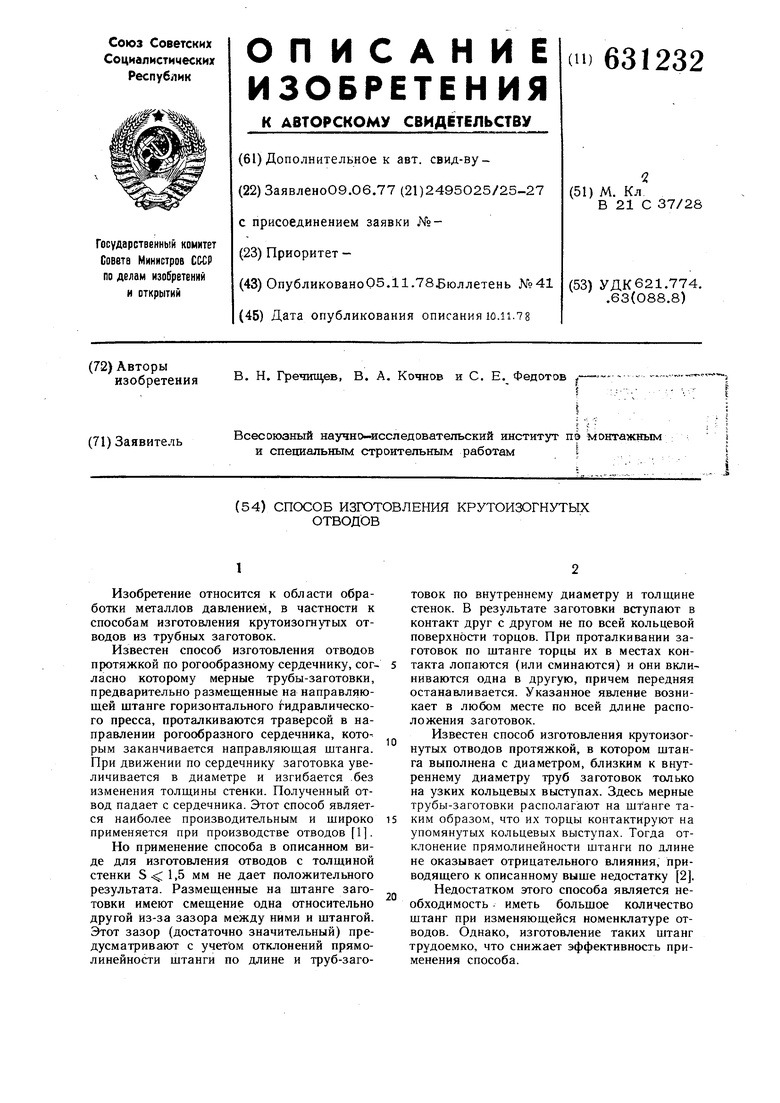
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изогнутых отводов | 1984 |
|
SU1247117A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2001 |
|
RU2205712C2 |
| Способ изготовления крутоизогнутых отводов | 1981 |
|
SU1118452A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
| Способ изготовления крутоизогнутых отводов | 1985 |
|
SU1278063A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1995 |
|
RU2100117C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1991 |
|
RU2028849C1 |
| Рогообразный сердечник | 1981 |
|
SU963611A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 2011 |
|
RU2465087C1 |
| Пресс для изготовления крутоизогнутых отводов | 1978 |
|
SU764771A1 |
