1
Изобретение относится к машиностроению, в частности к прессам для изготовления методом протяжки крутоизогнутых отводов из труб-заготовок.
Известны прессы для изготовления крутоизогнутых отводов, содержащие станину в виде соединенных горизонтальными коЛоннами двух неподвижных траверс, передняя из которых оснащена несиловыми, а задняя - силовыми замками для удержания штанг с рогообразными сердечниками. По горизонтальным колоннам перемещается при помощи гидравлических приводов подвижная траверса с толкателями труб. Специальный механизм обеспечивает подачу в пресс очередной партии труб-заготовок. На одном прессе одновремеИно могут протягиваться трубы по одной, двум или трем штангам с рогообразными сердечниками в зависимости от диаметра заготовки и типа пресса.
Усилие, развиваемое гидроприводами подвижной траверсы, определяют по показаниям манометра, измеряющего давление в полостях гидроцилиндров. Но при этом следует учитывать, что усилие, развиваемое гидроприводами, складывается из полезного
усилия протяжки и сил трения в уплотнениях гидроприводов, в направляющих колоннах, причем величины сил трения изменяются из-за износа трущихся частей, изменения температуры рабочей жидкости и перекосов направляющих I.
Недостатком известных прессов является отсутствие возможности раздельного измерения усилия протяжки на каждой штанге с сердечииком, что приводит к появлению брака, так как усилие протяжки труб-заготовок, находящихся на разных сердечниках,
10 может отклоняться от номинальных значений в ту или другую сторону при сохранении суммарной величины усилия на требуемом уровне. Это происходит из-за различного прогрева труб-заготовок.
15
Обеспечение возможности точного раздельного, измерения усилия протяжки на каждой штанге с рогообразным сердечником кроме снижения брака позволяет вести технологический процесс на оптимальных режимах по нагреву и скорости, что способст20вует повышению производительности прессов.
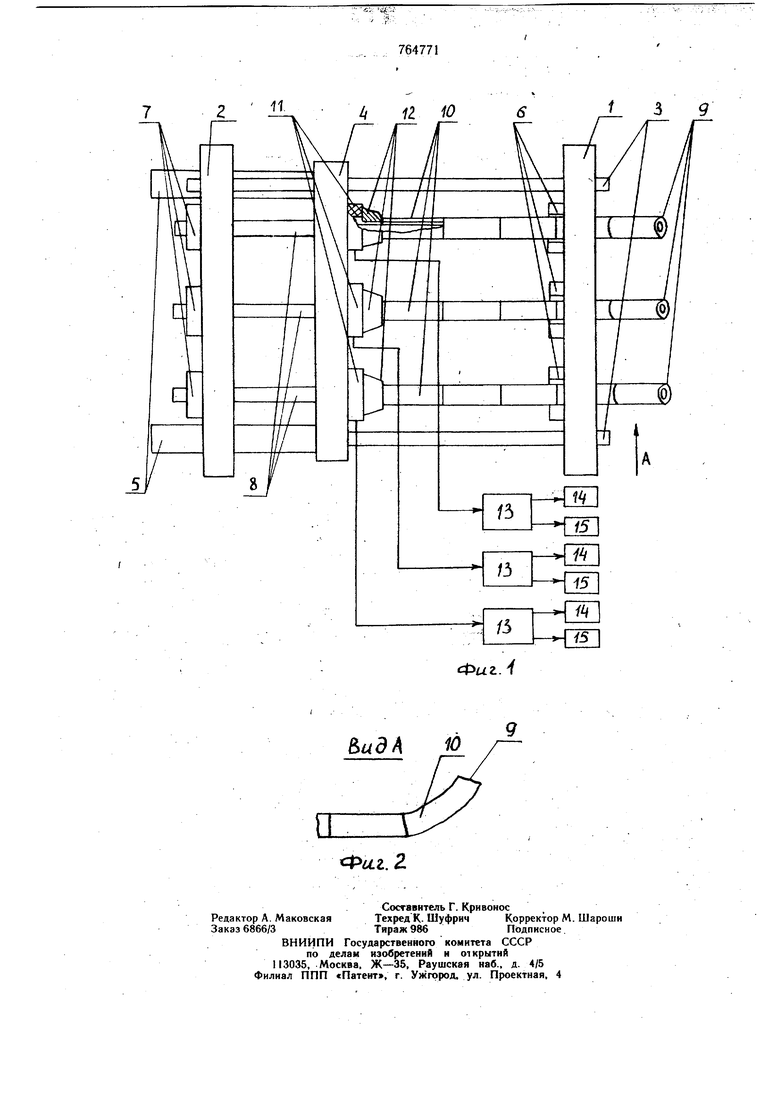
Наиболее близкий предлагаемому пресс для изготовления крутоизогнутых отводов содержит станину, выполненную в виде соединенных горизонтальными колоннами двух неподвижных траверс с силовыми и несиловымн замками, подвижную траверсу с толкателями для труб, смонтированную с возможностью перемещения по горизонтальным колоннам, привод подвижной траверсы, штанги с рогообразными сердечниками и механизм подачи труб-заготовок 2. Цель изобретения - снижение брака отводов и повышение производительности пресса за счет обеспечения возможности раздельного измерений усилий протяжки на каждой щтанге с рогообразным сердеч. ниКом. -. - :--V-,.;.:;;/-...../;. - Для достижения этой цели пресс снабжей измерителями усилия протяжки на каждой штанге с рогообразным сердечником, установлённными на подвижной траверсе и связанньлми с толкателями для труб и усилителями-преобразрйатёлями сигналов от измерителей сигналов и регистрирующей аппаратурой, причём выходы измерителей усилий подключены ко входам соответствующих усилителей-преобразователей, а показывающие и регистрирующие приборы подключены к выходам соответствующих усилителейпреобразователей. На фиг. 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2 вид А на фиг., 1. Пресс содержит переднюю 1 и заднюю 2 неподвижные траверсы, соединенные между собой горизонтальными колоннами 3, подвижную траверсу 4, гидроприводы 5 подвижной траверсы 4, несиловые 6 и силовые 7 замки, щтанги 8 с рогообразными сердечниками 9, по которым протягиваются трубы заготовки 10, измерители 11 усилия протяжки и толкатели 12, усилители-преобразователи 13, показывающие 14 и регистрирующие 15 приборы. Пресс работает следующим образом. Подвижная траверса 4, под действием гидроприводов 5 перемещаясь по горизонтальным колоннам 3, устанавливается в исходное {крайнее левое) положение. Силовые замки 7, расположенные на неподвижной траверсе 2, раскрываются, а несиловые замки 6, расположенные на неподвижной траверсе I, закрываются, удерживая щтанги 8 с рогообразными сердечниками 9 в рабочем положении. Трубы-заготовки 10 подаются на Щтанги 8, заполняя участок между толкателями 12 и несиловыми замками 6. Силовые замки 7 закрываются, а несиловые замки 6 открываются. Под действием гидроприводов 5 подвижная траверса 4 перемещается вправо по горизонтальным колон нам 3, и толкатели 12 входят в соприкосновение с трубами-заготовками 10. Осуществляется протяжка труб-заготовок 10 через рогообразный сердечник 9. Усилие протя.жки воспринимается каждым толкателем 12 и передается на соответствующий измеритель 11 усилия. Выходной сигнал от каждого измерителя 11 усилия подается на соответствующий усилительпреобразователь 13, с выхода которого сигналы поступают на соответствующие показывающий 14 и регистрирующий 15 приборы. По показателям приборов 14 и 15 судят о величине усилия протяжки на каждой штанге с рогообразным сердечником 9, что позволяет установить для каждой щтанги оптимальный режим нагрева труб заготовок, способствует снижению брака и увеличению производительности. Формула изобретения Пресс для изготовления крутоизогнутых отводов, содержащий станину, выполненную из соединенных горизонтальными колоннами неподвижных траверс с замками, подвижную траверсу с толкателями и приводом ее перемещения, а также штанги с рогообразными сердечниками, отличающийся тем, что, с целью повыщения производительности пресса и качества отводов за счет обеспечения возможности раздельного измерения усилия протяжки на каждой штанге с рогообразным сердечником, пресс снабжен измерителями усилия протяжки на каждой штанге, установленными на подвижной траверсе и связанными с толкателями труб, а также усилителями-преобразователями сигналов от измерителей усилий и регистрирующей аппаратурой. Источники информации, принятые во внимание при экспертизе 1.Прогрессивные методы изготовления деталей трубопроводов. Составители Витенберг и Тавастщерна. Министерство строительства РСФСР, ЦБТИ, М., 1959. 2.Авторское свидетельство СССР № 512824, кл. В 21 С 38/28, 1975.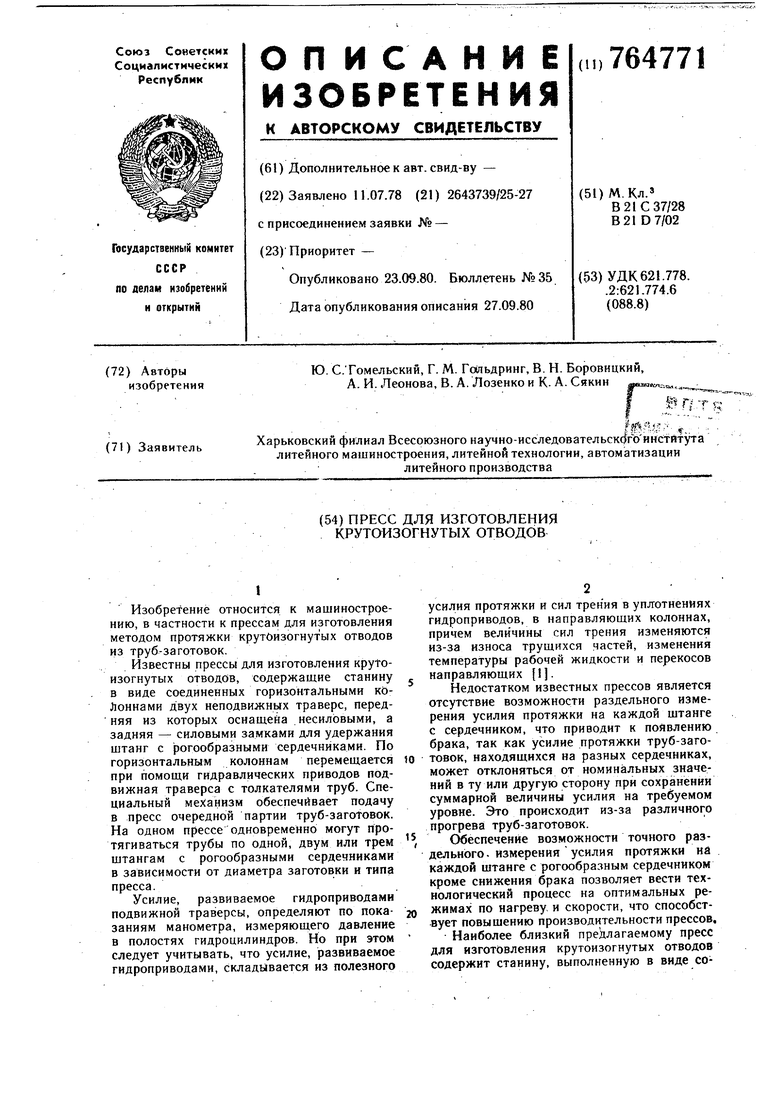
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки труб | 1978 |
|
SU733783A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1990 |
|
SU1792002A1 |
| Пресс для изготовления крутоизогнутых отводов | 1974 |
|
SU512824A1 |
| Пресс для изготовления крутоизог-нутых отводов | 1974 |
|
SU508294A1 |
| Гидравлический пресс для изготовления крутоизогнутых отводов | 1978 |
|
SU774678A1 |
| Устройство для изготовления отводов | 1989 |
|
SU1682006A1 |
| Пресс для изготовления трубных отводов | 1977 |
|
SU622533A1 |
| Устройство для изготовления крутоизогнутых отводов | 1984 |
|
SU1260061A1 |
| Способ изготовления крутоизогнутых отводов | 1977 |
|
SU631232A1 |
| Способ изготовления крутоизогнутых отводов | 1981 |
|
SU1118452A1 |