I
Изобретение касается приспособления для соединения нескольких одинаковых жестяных деталей с металлическим листом,имеющим отверстия представляющих собой подвижную систему. Эта система применяется, например, в химической промышленности в аппаратах для сепарирования веществ в качестве сменного дна.
Известно устройство для соединения листовых кромок, например, клапанов и полотен ректификационных тарелок, содержащее кинематически связанную систему, выполненную из последовательно взаимодействующих друг с другом силового цилиндра, движение поршня которого регулируется кнопочным распределительным краном, штока поршня с выступом и отверстием, контактирующими с рычагами, формообразующей головки корпуса и рычагов, оси которых закреплены на корпусе, а концы, соответственно, отводятся штоком и деформируют обрабатываемые кро.здки 1.
Однако это устройство малопроизводительно.
Известно устройство для сборки деталей, содержащее салазки, установленные с возможностью продольного перемещения по
направляющим станины и несущие пуансоны взаимодействующие с матрицами, закрепленными на плите, и приводной ползун 2. Это устройство предназначено для жесткого соединения развальцовкой труб в трубной рещетке.
С целью обеспечения подвижного соединения деталей типа клапанов с листом, имеющим отверстия, плита матриц подпружинена относительно станины, установлена с возможностью поперечного перемещения посредством взаимодействия с приводным ползуном, а пуансоны установлены в соответствии с расположением отверстий в листе. С целью правильной установки листа с отверстиями устройство снабжено направляющими, расположенными в продольном направлении.
Устройство снабжено дополнительными пуансонами, расположенными в поперечном направлении, жестко связанными с основными пуансонами и образующими совместно с ними замкнутый формообразующий контур.
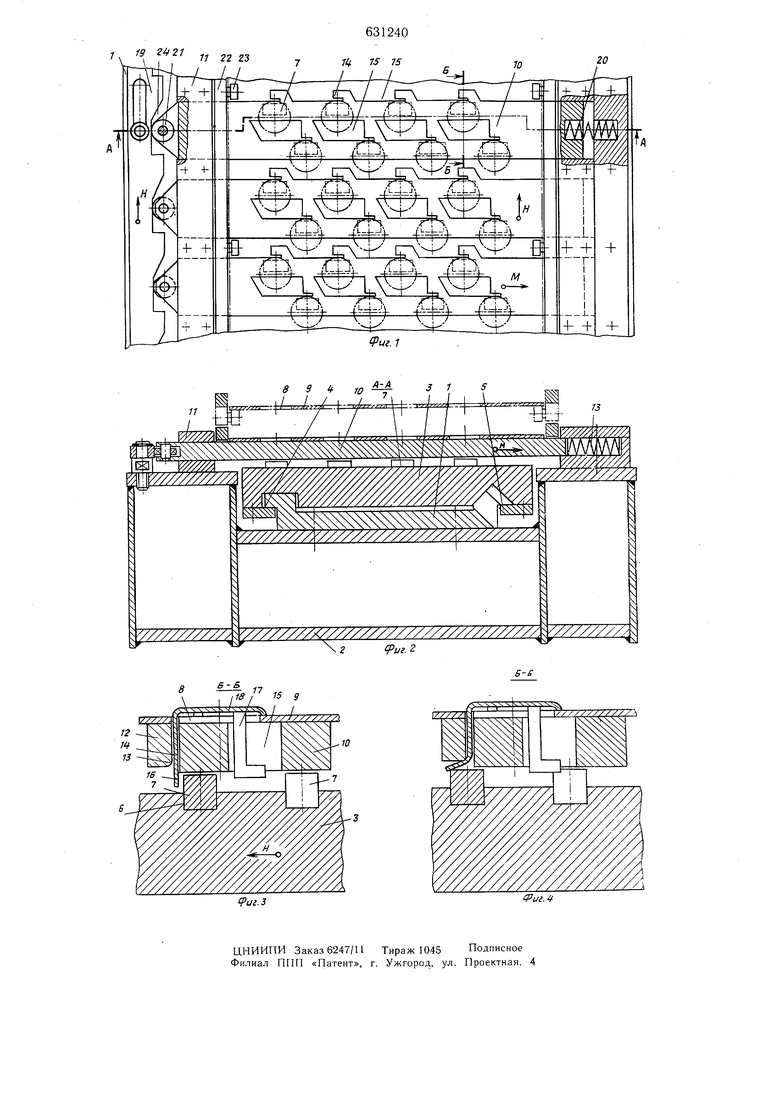
На фиг. 1 показано устройство без вентиля, вид сверху; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - устройство с вентилем, частичный разрез Б-Б фиг. 1; на фиг. 4 -
то же (сегментная жесть и вентиль после отгиба основания).
Устройство для сборки деталей имеет основание 1, к которому привернута,болтами станина 2. На этой станине находятся подвижные салазки 3, перемещаемые по двум направляющим 4, 5, закрепленным на станине. На верхней стороне салазок 3 выполнены расположенные в поперечном направлении (по стрелке М) пазы 6 для размещения в них формообразующих пуансонов 7. Расстояние пазов 6 друг от друга соответствует шагу отверстий 8 в сегментном листе жести 9. Над пуансонами 7 находится под прямым углом к направлению движения салазок 3 несколько подвижных плит 10, перемещаемых в направляющих 11, закрепленных на .основании. В плитах 10 жестко закреплены матрицы 12 с формообразующими поверхностями 13. В прорезях 14 и 15 устанавливаются ножки 16 и 17 клапанов 18. Перемещение плит 10 по направляющим осуществляется посредством приводного ползуна 19. Плита 10 подпружинена пружиной 2Q, на конце плиты 10 размещен подшипник 21, взаимодействующий с ползуном 19. Помещенный на основании подвижный в вертикальном направлении упор 22 предотвращает недопустимую передачу перемещения ползуна на сегментный лист 9 жести и одновременно в сочетании с.роликами 23 служит для опускания и подъема сегментных листов 9 жести.
Устройство работает следующим образом.
В исходном положении устройства салазки 3 занимают положение, изображенное на фиг. 3. Благодаря движению приводного ползуна 19 в продольном направлении Н перемещаются плиты 10, прижатые пружиной 20 к наклонной поверхности 24 ползунов 19, упоры 22 перемещаются в верхнее положение (см. фиг. 2).
Далее сегментный лист жести 9 укладывается между упорами 22 на ролики 23 и сдвигается в продольном направлении Н до тех пор, пока отверстия 8 сегментного листа жести не совпадут с прорезями 14 и 15 в плитах 10. В этом положении сегментный лист жести опускается на плиту 10,
клапаны 18 помещаются в отверстия сегментной жести 9 и в прорези 14 и 15 плит Ш.
При движении приводного ползуна 19 плиты 10 нажимными пружинами 20 отжимаются влево, одновременно,взаимодействуя с матрицами 12 (см. фиг. 4).
Ножка 16 каждого клапана 18 отгибается для соединения с листом 9. Для извлечения сегментного листа жести с клапанами 18 салазки 3 и плиту 10 приводят в исходное положение, а упоры 22 отводят в верхнее положение.
Этапы производятся в непрерывной последовательности во время одного рабочего процесса.
Устройство обеспечивает соединение любого числа вентилей с сегментным листом жести за одну рабочую операцию, что существенно экономит рабочее время.
Формула изобретения
. Устройство для сборки деталей, содержащее салазки, установленные с возможностью продольного перемещения по направляющим станины и несущие пуансоны, взаимодействующие с матрицами, закрепленными на плите, и приводной ползун, отличающееся тем, что, с целью обеспечения соединения деталей типа клапанов с листом, имеющим отверстия, плита матриц
подпружинена относительно станины, установлена с возможностью поперечного перемещения посредством взаимодействия с приводным ползуном, а пуансоны установлены в соответствии с расположением отверстий в листе.
2. Устройство по п. I, отличающееся тем, что оно снабжено дополнительными пуансонами, расположенными в поперечном направлении, жестко связанными с основными пуансонами, и образующими совместно с ними замкнутый формообразующий контур.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 280420, кл. В 25 В 27/24, 1969.
2.Авторское свидетельство СССР № 424641, кл. В 21 D 39/06, 1973. 1 ,// / / Id-J-J-LB A I TTi. FlS.T , FrS 4b-4Ali. -4L.-,i,i -p.i-.i vA ТуТчТ Т7Г| TV Г / v -П ЧЛ иДТ J FtS. TiS. FrS т 7 r ТтЧ 7;, , , .-fH-f , . . i tb±f .)-, .)-, .-fH--- 4r r/ I / V 7 Хл т ,1±Л L Jfa k J ТтЧ, ТтЧ ТЧ гт 4Н- f 4 f-+4 5v+ л:±: РТч ТТЧ 7 vW4n « . 1Л/11,/1I .,111. 4-t 4 --Jj- -tt. W 4 да :k::$ SS : 631240 «I 7S 15 иПл /CD L Ч- + ч I- V 1 1-ч --: /
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповочный пресс для изготовления листов трансформаторного железа | 1929 |
|
SU27684A1 |
| АВТОМАТ ДЛЯ ОБРАБОТКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2021070C1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| Автомат для изготовления скоб | 1981 |
|
SU1000147A1 |
| Ротор термостатирования автоматической роторно-конвейерной линии для литья изделий из термопластов | 1990 |
|
SU1766690A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛИРОВАННЫХ ПОЛИКРИСТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ИЗ РАСПЛАВА | 1990 |
|
RU2042750C1 |
| Устройство для изготовления шарнира постоянной угловой скорости | 1988 |
|
SU1831407A3 |