(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВИБРООБКАТЬЮАНИЕМ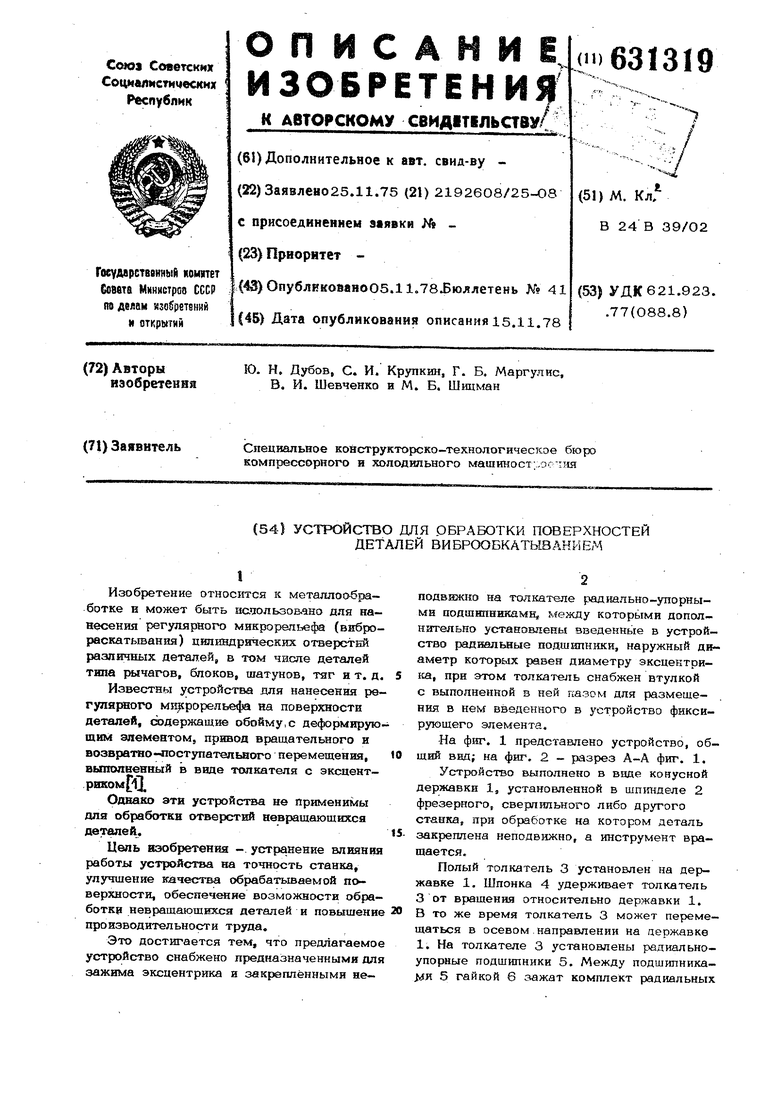

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей вибронакатыванием | 1988 |
|
SU1641598A1 |
| Устройство для обработки наружных поверхностей поверхностным пластическим деформированием | 1978 |
|
SU774933A1 |
| Устройство для виброобкатывания | 1990 |
|
SU1731609A1 |
| Кулачковый рычажный патрон | 1979 |
|
SU860942A2 |
| Устройство для обработки плоских поверхностей деталей вибронакатыванием | 1985 |
|
SU1296383A1 |
| Приспособление для обработки внутренних поверхностей деталей | 1987 |
|
SU1459905A1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1470392A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ ВОДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407629C1 |
| Ультразвуковая головка | 1986 |
|
SU1395466A1 |
| Устройство для обработки плоских поверхностей виброобкатыванием | 1976 |
|
SU621557A2 |
Изобретение относится к металлообработке и может быть аслользоЕано для нанесения регулярного микрорельефа (виброраскатьюанйя) цюншдряческих отверстнй различных деталей, в том числе деталей типа рычагов, блоков, шатунов, тяг и т. д,
Известны устройства для нанесения регуляраого микрорельефа на поверзсности деталей, сЬдержащие обойму, с деформирующим аяементом, привод вращательного н возвратно-поступательного перемещения, вьпголненный в ваде толкателя с эксцентриком ff.
Однако эти устройства не применимы для обработки отверстий невращаюшихся деталей.Цепь вэобретен1Ш - устранение влияния работы устройства на точность станка, улучшение качества обрабатьшаемой поверхности, обеспечение возможности обработки неврашающшсся деталей и повышение производительности труда.
Это достигается тем, что предлагаемое устройство снабжено предназначенными для зажима эксцентрика и закреплёнными неподвижно на толкателе радиально-упорными подшнпншшмн между которыми дополнительно установлены введенньге в устройство радиальные подшипники, наружный диаметр которых равен диаметру эксцентри- ica, при этом толкатель снабжен втулкой с выполненной в ней пазом для размещения в нем введенного в устройство фиксирующего элемента.
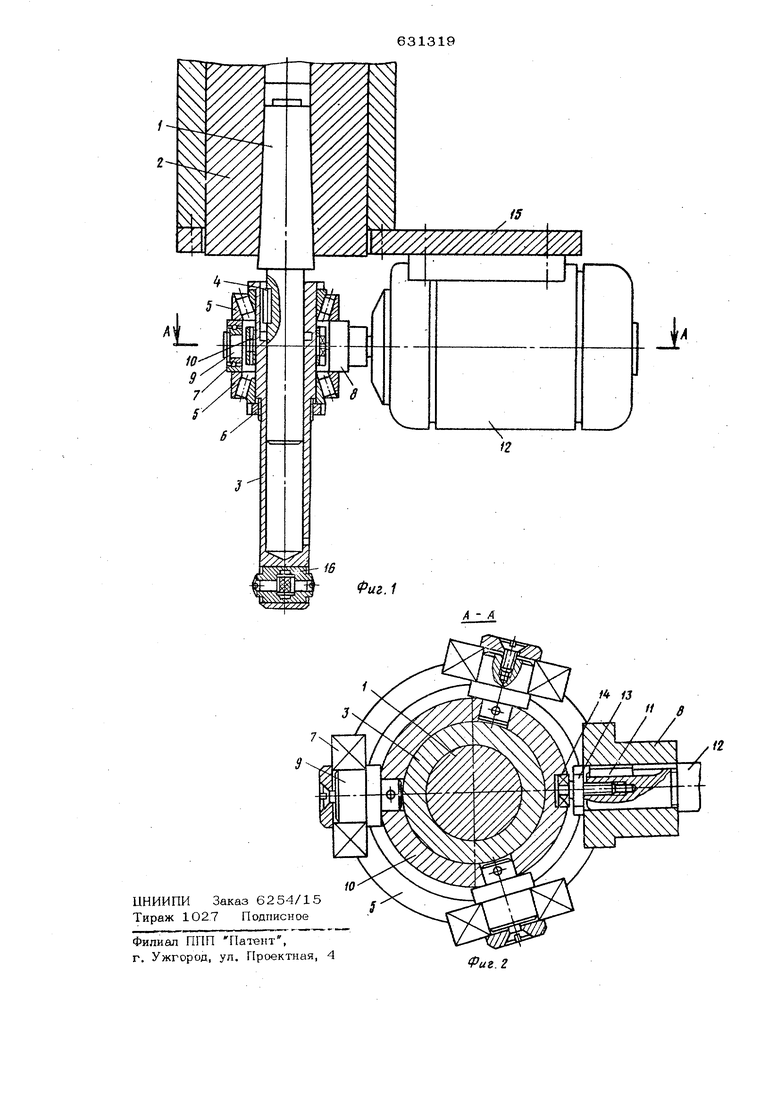
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А фиг. 1.
Устройство выполнено в виде конусной державки 1, установленной в шштделе 2 фрезерного, сверпильного либо другого станка, при обработке на котором деталь закреплена неподвижно, а инструмент вращается.
Полый толкатель 3 установлен на державке 1. Шпонка 4 удерживает толкатель 3 от вращения относительно державки 1. В то же время толкатель 3 может перемещаться в осевом .направлении на цержавке 1. На толкателе 3 установлены радиальноупорные подщипники 5. Между подшипника $и 5 гайкой 6 зажат комплект радиальных подшипников 7 и эксцентрик 8, Подшипникя 7 установлены йа осях 9, закрепленных во втулке 1О, и предназначены для исключения перекоса, наружных обойм подшипников 5. Втупка 1О может вращаться относительно толкателя 3. Эксцентрик а через шпонку 11 установлен па веду электродвигателя 12 и крепится на валу винтом 13, насвобода(Л1 конце которого устансжлен подшипник 14, размещенны в продольном пазу втулки 1О и удерживающий ее от поворота с толкателем 3. Электродвигатель 12 установлен на плите 15, которая закреплена на невращающейся части , например пинрли. Накатная головка 16 размещена в нижней части толкатепя 3. Устройство работает следующим образом. Вращение через щпиндель 2 станка, державку 1 и шпонку 4 передается талка- Tejpo 3 и, соответственно, накатной головке 16, а вращение эксцентрика 8 от электродвигателя 12 создает возвратно-посту нательное осевое движение толкателя 3. Совмещение этих движений (вращательного и возврахно-поступательного) создает осдилирующее движение накатной головки 16, Вертикальная подача устройства обеспечивает равномерное нанесение заданного микрорельефа на рабочей поверхности отверстия детали вдоль его оси. Формула изобретения Устройство для обработки поверхностей деталей вйброобкатыванием, содержащее обойму с деформирующим элементом, привод вращательного и возвратно-поступательного перемещения, выполненный в виде толкателя с эксцентриком, отличаю щ е е с я тем, что, с целью повышения ка чеотва при обработке отверстий невращающихся деталей, оно снабжено предназначенными для зажима эксцентрика и закрепленными неподвижно на толкателе ра-. диально-упорными подщипниками, между которыми установлены дополнительно введенные в устройство радиальные подщипники наруисный диаметр которых равен диаметру эксцентрика, а толкатель снабжен втулкой с пазом для размещения в нем введенного в устройство фиксирующего элемента. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 203713, кл, В 24 В 39/ОО, 1967.
