Изобретение относится к машиностроению, в частности к обработке поверхностным пластическим деформированием, и может быть использовано для нанесения регулярного микрорельефа на поверхностях деталей машин с целью улучшения их эксплуатационных характеристик, таких как из- .носостойкость, коррозионная стойкость, усталость и прочность неподвижных соединений.
Цель изобретения - повышение качества обработки и расширение технологических возможностей за счет регулировки параметров микрорельефа.
На чертеже показано устройство, общий вид.
Устройство выполнено в виде приводного вала 1 с конусной державкой, закрепленной в шпинделе 2 сверлильного или фрезерного станка. На неподвижную часть станка, например, плиту 3, устройство крепится держателем 4. Держатель 4 крепится соосно приводному валу 1. На средней части держателя 4 нарезана резьба, на которую навинчена регулировочная гайка 5. Эксцентрик 6, выполненный в виде кулачка кольцевидной формы, шарнирно закреплен на нижней части держателя 4. К свободному концу эксцентрика 6 двумя винтами прикреплен флажок 7, через который эксцентрик 6 контактирует с регулировочной гайкой 5. Для стопорения регулировочной гайки 5 применяется стопорный винт 8. Другой стороной эксцентрик взаимодействует с толкателем 9 и двумя подпружиненными пальцами 10. Толкатель 9 и два подпружи| цд-ч-, й
ненные пальца 10 установлены в корпусе устройства 11. На приводном валу 1 нарезан шлицевой участок, который контактирует с шлицевым участком, нарезанным на корпусе 11. На нижней части приводного вала 1 с помощью разрезной шайбы 12 и шайбы 13 одним концом крепится пружина 14, Другим свободным концом пружина 14 упирается в корпус устройства 11. К нижней части корпуса устройства 11 с помощью трех блоков 15 и одного штифта 16 прикреплен конический хвостовик 17, На цилиндрической части конического хвостовика 17 нарезана резьба, на которую навинчена обойма 18. В обойму вставлен деформирующий элемент 19, который через пружину 20 и сферический наконечник 21 контактирует с коническим хвостовиком 17. С целью повышения долговечности конического хвостовика 17 в обойме 18 установлен подпружиненный сферический наконечник 22, закрепленный в обойме с помощью резьбовой пробки 23. После того, как обойма настроена на обработку детали опреде- ленного диаметра, она стопорится с помощью винта, установленного с коническим концом 24.
Устройство работает следующим образом.
Леред включением станка производят следующие продолжительные операции: вывинчивая регулировочную гайку 5 эксцентрику 6 придают такой угол наклона, чтобы корпус с устройства 11с помощью шлице- вого соединения, получил заданную амплитудуколебаний.Устройство предусматривает регулировку амплитуды колебаний от 0 до 6 мм. После чего регулировочную гайку 5 стопорят стопорным винтом 8. Подводя обрабатываемую деталь к обойме 18, ее настраивают на обрабатываемый диаметр детали. После чего задают данное усилие деформации деформирующему элементу 19. Эти две операции осуществляются путем навинчивания обоймы 18 на цилиндрический участок конического хвостовика 17. Обойма стопорится стопорным винтом 24. Включив станок, вращательное движение шпинделя станка передается ведомому валу 1 и через шлице- вое соединение передается корпусу устройства 11. Одновременно с этим корпус устройства 11 получает и колебательное движение. Оно возникает при обкатывании
толкателя 9 по эксцентрику 6. Таким образом, корпусу 11 сообщается одновременно два движения: вращательное и возвратно- поступательное. Корпус устройства 11 передает оба движения через конический хвостовик 17 обойме 18, на которой установлен деформирующий элемент.
Таким образом, при отработке деформирующий элемент 19 совершает одновременно вращательное и возвратно-поступательное движение. Пружина 14 служит для сообщения колеблющейся части устройства возвратного движения, так как в процессе обработки возникает потребность преодоления сил гравитации движущейся части устройства и сил трения деформирующего элемента 19 о деталь. Вертикальная подача устройства обеспечивает равномерное нанесение микрорельефа на всей рабочей поверхности отверстия детали вдоль оси.
Таким образом, применение предлагаемого устройства позволит, по сравнению с
прототипом, повысить производительность
на 30%, точность отработки на 70%. Повышение производительности в целом достигается зэ счет применения в устройстве быстропереналаживземой обоймы. Точность обработки повышается за счет того, что в процессе обработки применяется один
двигатель, а также существует прямая кинематическая связьч между возвратно-поступательным и вращательным движением.
35
Формула изобретения
Устройство для обработки деталей вибронакатыванием, содержащее неподвижную плиту, вращающийся корпус, приводной вал, привод вращательного и
возвратно-поступательного движения, выполненный в виде толкателя и эксцентрика, а также обойму с деформирующими элементами, отличающееся тем, что, с целью повышения качества обработки и расширения технологических возможностей за счет регулировки параметров микрорельефа, оно снабжено закрепленным на плите де- ржател§мс регулировочной гайкой, подпружиненными пальцами, расположенными в
корпусе устройства, причем эксцентрик консольно закреплен на упомянутом держателе с возможностью качания и взаимодействия с регулировочной гайкой, подпружиненными пальцами и толкателем.
23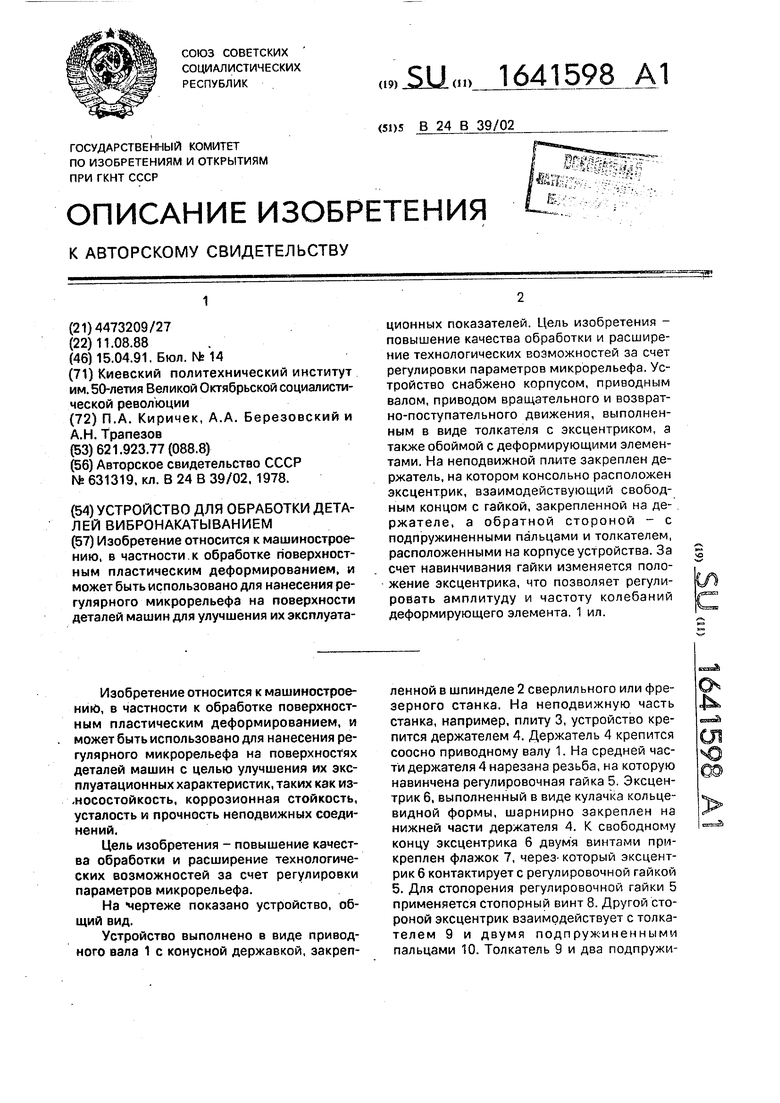

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поверхностей деталей виброобкатыванием | 1975 |
|
SU631319A1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1470392A1 |
| Устройство для обработки плоских поверхностей виброобкатыванием | 1976 |
|
SU621557A2 |
| Многошпиндельный станок для доводки отверстий | 1960 |
|
SU142911A1 |
| Устройство Проскурова В.С. для чистовой обработки конических поверхностей | 1986 |
|
SU1551524A1 |
| Приспособление для обработки внутренних поверхностей деталей | 1987 |
|
SU1459905A1 |
| Приспособленке для расшлифовки и доводки цилиндрических поверхностей деталей, например, дизельной топливной аппаратуры | 1955 |
|
SU115754A1 |
| Устройство для обработки плоских поверхностей деталей вибронакатыванием | 1985 |
|
SU1411125A1 |
| Устройство для виброобкатывания | 1990 |
|
SU1731609A1 |
| ШПИНДЕЛЬ С ЗАЖИМНЫМ ЦЕНТРИРУЮЩИМ ПАТРОНОМ | 2009 |
|
RU2400331C1 |

Изобретение относится к машиностроению, в частности к обработке поверхностным пластическим деформированием, и может быть использовано для нанесения регулярного микрорельефа на поверхности деталей машин для улучшения их эксплуатационных показателей. Цель изобретения - повышение качества обработки и расширение технологических возможностей за счет регулировки параметров микрорельефа. Устройство снабжено корпусом, приводным валом, приводом вращательного и возвратно-поступательного движения, выполненным в виде толкателя с эксцентриком, а также обоймой с деформирующими элементами. На неподвижной плите закреплен держатель, на котором консольно расположен эксцентрик, взаимодействующий свободным концом с гайкой, закрепленной на держателе, а обратной стороной - с подпружиненными пальцами и толкателем, расположенными на корпусе устройства. За счет навинчивания гайки изменяется положение эксцентрика, что позволяет регулировать амплитуду и частоту колебаний деформирующего элемента. 1 ил.
| Устройство для обработки поверхностей деталей виброобкатыванием | 1975 |
|
SU631319A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
