(54) ОПРАВКА ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент стана винтовой прокатки | 1988 |
|
SU1666237A1 |
| Технологический инструмент непрерывного стана оправочной прокатки труб | 1990 |
|
SU1734901A1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
| Устройство для установки оправки в стане | 1987 |
|
SU1521513A1 |
| Способ винтовой раскатки труб | 1977 |
|
SU679266A1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
Изобретение относится к трубопрокатному производству, а именно к основному инструменту автоматических станов продольной горячей прокатки труб. Наиболее близким к изобретению является оправка, имеющая последовательно расположенные конический и цилиндрический участки, установленная на шпильке, заканчивающейся вогнутой сферической поповерхностью 1. Оправка обладает возможностью самоустанавливаться по оси при прокатке и снижать разностенность прокатываемых на ней труб, но не может вращаться. Целью изобретения является обеспечение возможности самовращения оправки под действием контактных усилий со стороны металла и снижение поперечной разностенности. Поставленная цель достигается тем, что в предлагаемой оправке на 0,5-0,8 длины конического участка и на 0,1-0,2 длины цилиндрического выполнены непрерывные винтовые канавки глубиной 0,002-0,005 от диаметра цилиндрического участка с углом наклона 25-75°. Из-за наличия непрерывных винтовых канавок на части конического и цилиндрического участков оправка вращается на неподвижном стержне в результате контактного взаимодействия прокатываемого металла в очаге деформации с поверхностью винтовых канавок. При этом обеспечивается эффект снижения осевого воздействия прокатываемой гильзы на оправочный узел. Длины участков оправки, на которых выполнены винтовые канавки, выбираются следующим образом. Длина конического участка, на которой выполнены канавки, определяется величиной рабочей части конического участка, где осуществляется захват и редуцирование гильзы. Величина рабочей части конического участка составляет для различных станов и калибровок 0,4-0,7 общей длины оправки. Длина части конического участка, на которой выполнены канавки, составляет 0,5-0,8 длины этого участка. На цилиндрическом участке оправки канавки занимают 0,1-0,2 его длины. Это с одной стороны вызвано необходимостью передачи момента, достаточного для вращения оправки, а с другой стороны - необходимостью закатки образующихся выступов на внутренней поверхностей трубы при обжатии стенки гильзы на остальной (гладкой) рабочей части цилиндрического участка (обычно составляющей 0,5-0,6 общей длины цилиндрического участка).
Глубина канавок, равная 0,002-0,005 от диаметра цилиндрического участка, определена из условия передачи необходимого крутящего момента со стороны гильзы и возможности надежной закатки отпечатков, образующихся на внутренней поверхности гильзы.
Окончательное выглаживание внутренней поверхности трубы происходит во втором проходе, где используются уменьщенные обжатия на гладкой оправке.
Угол наклона оси профиля винтовых канавок к оси оправки выбран таким, чтобы с одной стороны (более 25°) надежно передавать момент вращения, а с другой (менее 75°) не допустить слишком большого осевого сопротивления со стороны поверхности канавок, что могло бы привести к отрыву металла от основной массы гильзы и забиванию канавок.
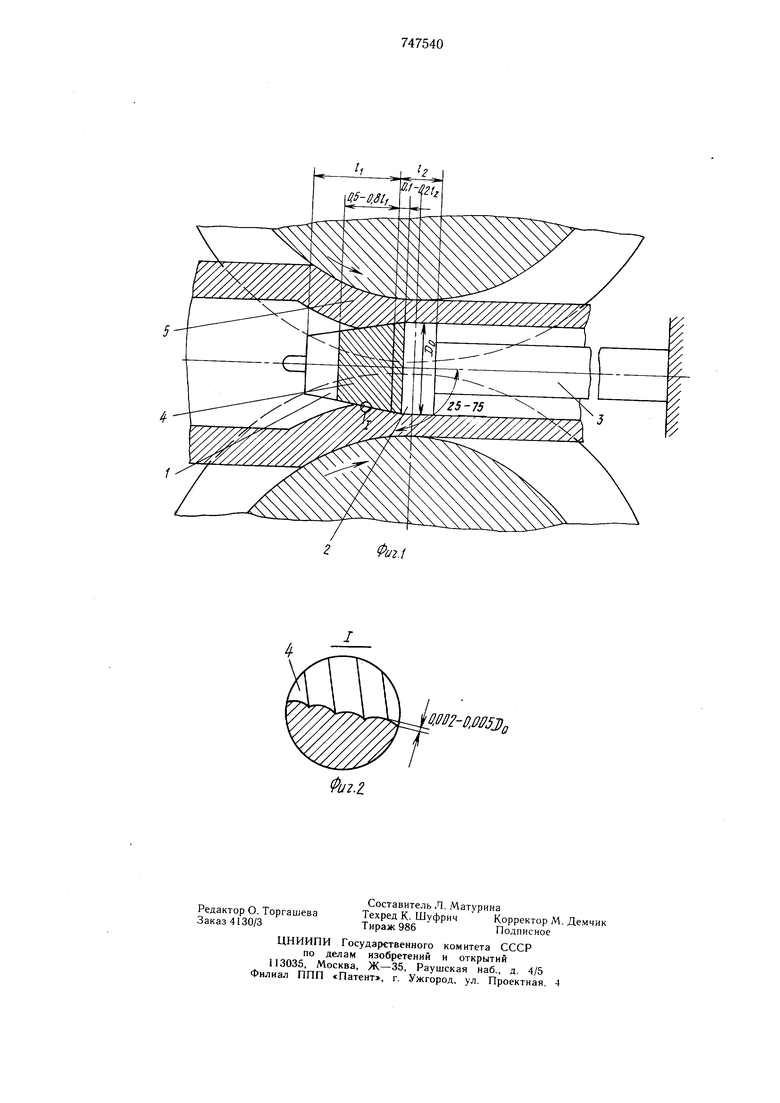
На фиг. 1 изображена оправка, установленная на стержне в автоматическом стане; на фиг. 2 - узел I на фиг. 1.
Оправка имеет конический участок 1 длиной |, цилиндрический участок 2 длиной р2 и диаметро.м DO и закреплена на неподвижном стержне 3 таким образом, чтобы она удерживалась в осевом направлении, но могла свободно вращаться. На части конического участка Е, равной 0,5-0,8 Еь и части цилиндрического участка 12, равной 0,1-0,2 f2 оправки, выполнены непрерывные винтовые канавки 4, угол оси профиля которых составляет с осью оправки 25-75°. На оправке прокатывается труба 5.
Работа осуществляется следующим образом.
Гильза, деформируясь в очаге деформации на оправке, установленной на стержне 3, приводит оправку во врап ательное движение за счет наличия на части ее конического и цилиндрического участков непрерывных винтовых канавок 4. При этом снижается суммарное осевое воздействие металла на
оправочный узел. Оправка установлена на стержне с помощью подшипников качения или скольжения, что обеспечивает свободное вращение оправки.
Выступы внутренней поверхности гильзы, образуемые из-за винтовых канавок, закатываются на гладкой части цилиндрического участка оправки. Окончательно выступы закатываются во втором проходе, где применяется оцравка без канавок. Высота выступов для малых автоматических установок
(диаметр прокатываемой трубы до 140 мм, диаметр DO цилиндрического участка оправки до 120 мм) составляет 0,2-0,6 мм (0,0020,005 DO).
Использование такой оправки на автоматическом стане для прокатки труб на вращающейся оправке позволит упростить конструкцию оправочного узла по сравнению с конструкцией, необходимой при прокатке труб с принудительным вращением оправки со стержнем через специальный механизм.
Кроме того, предлагаемая конструкция позволяет применять неподвижный стержень, что невозможно осуществить прн передаче крутящего момента от внещнего привода. Это повыщает качество прокатываемых труб,
так как радиальные биения длинного вращающегося стержня вызывали бы поперечную разностенность готовых труб.
Формула изобретения
Оправка для продольной прокатки труб, включающая последовательно расположенные конический и цилиндрический участки, отличающаяся тем, что, с целью обеспечения возможности самовращения оправки под действием контактных усилий, со стороны металла на 0,5-0,8 длины конического участка и на 0,1-0,2 длины цилиндрического выполнены непрерывные винтовые канавки глубиной 0,002-0,005 от диаметра цилиндрического участка с углом наклона 25-75°.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 246451, кл. В 21 В 25/00, 1968.
