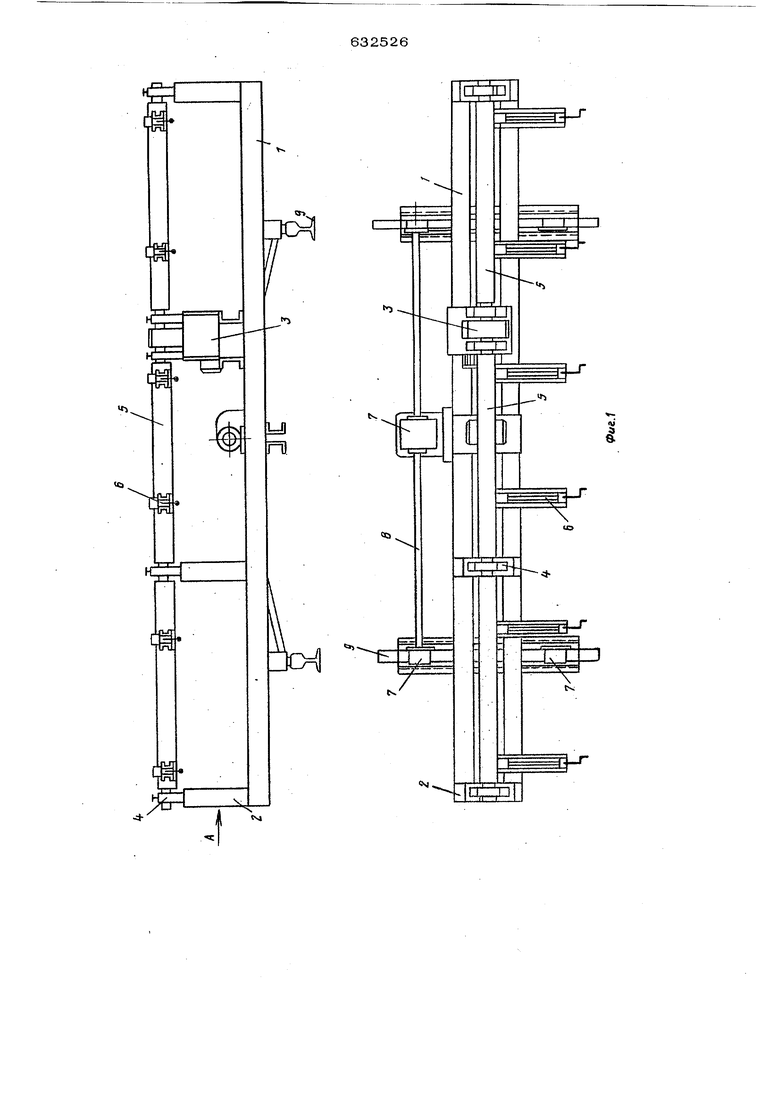
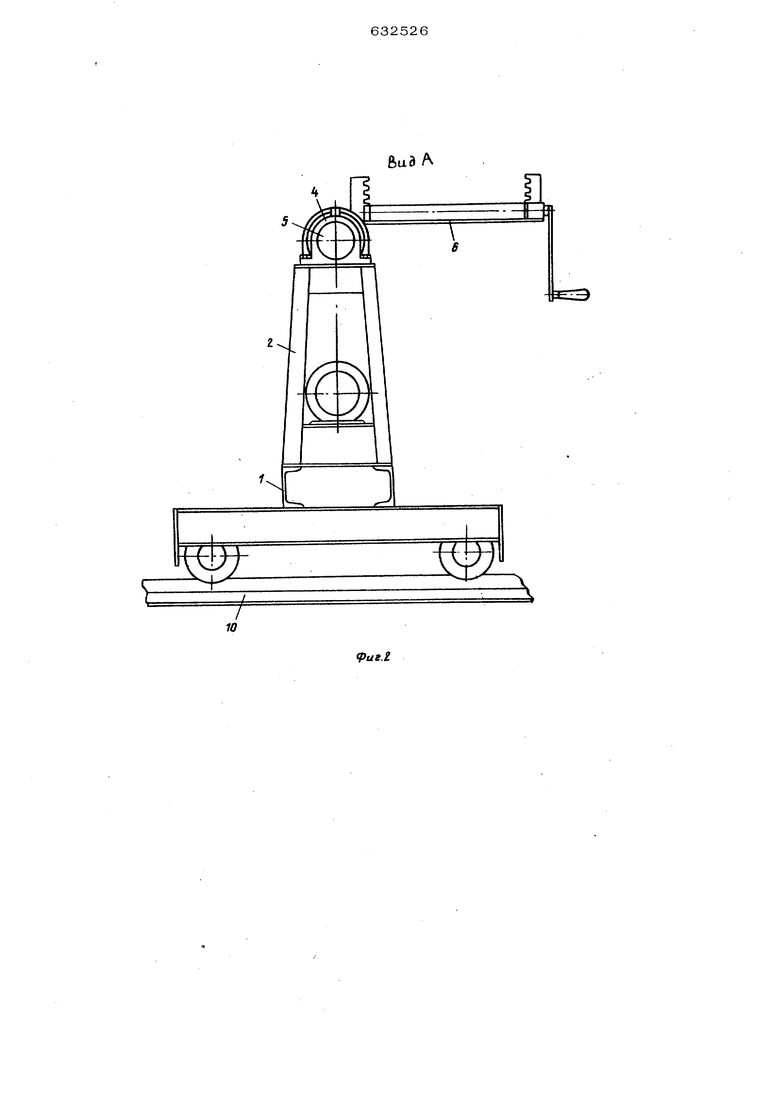
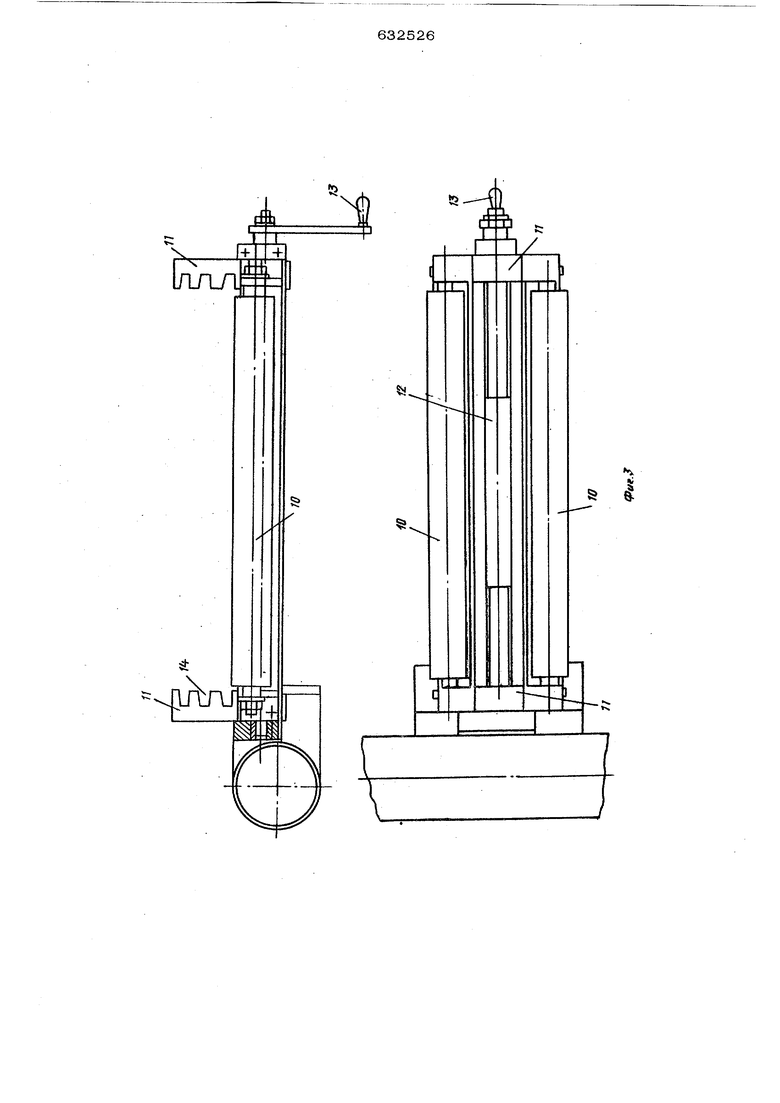
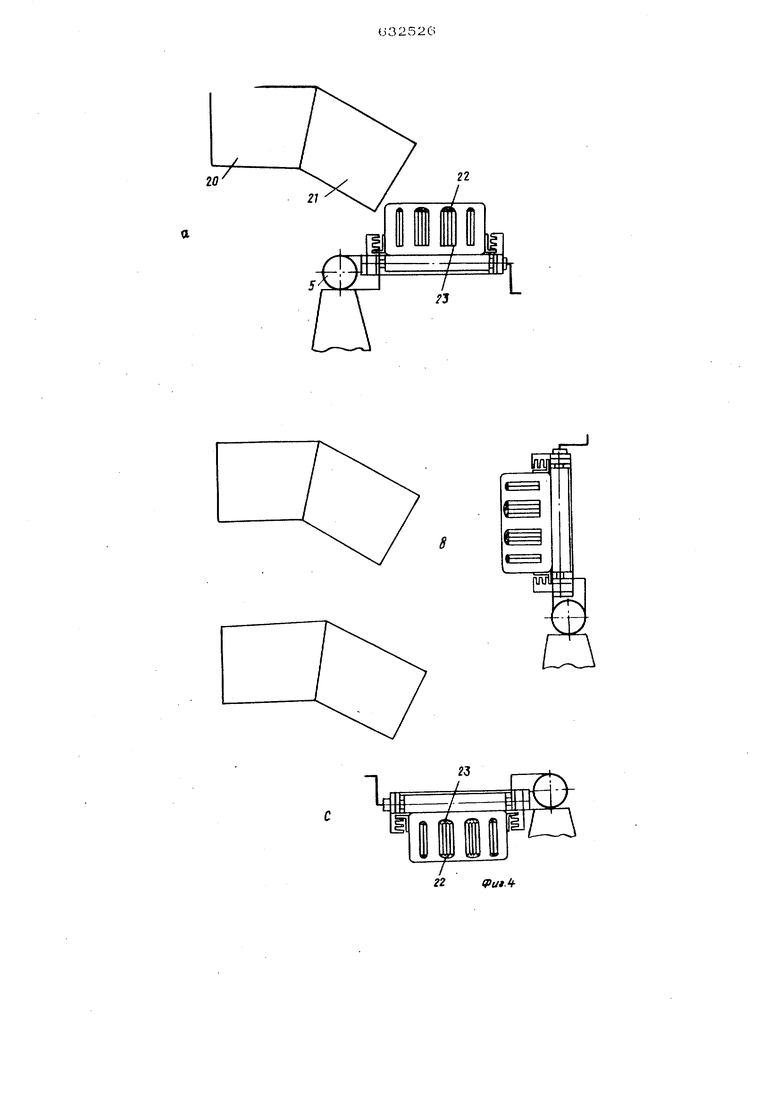
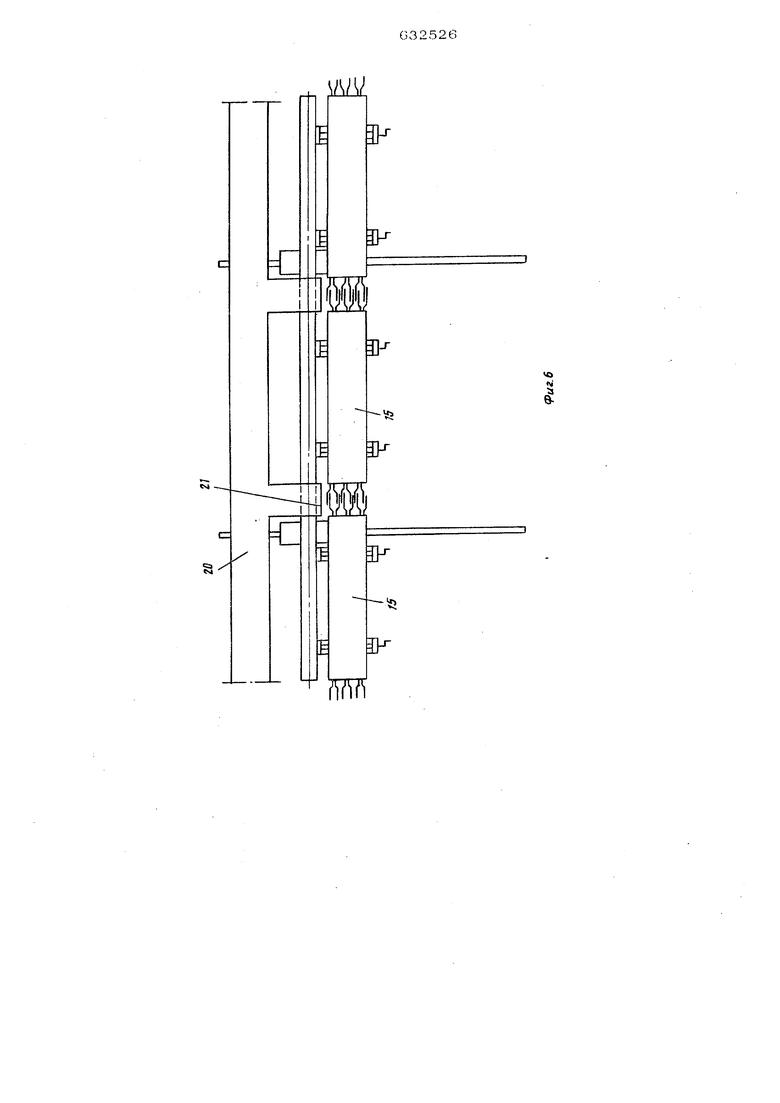
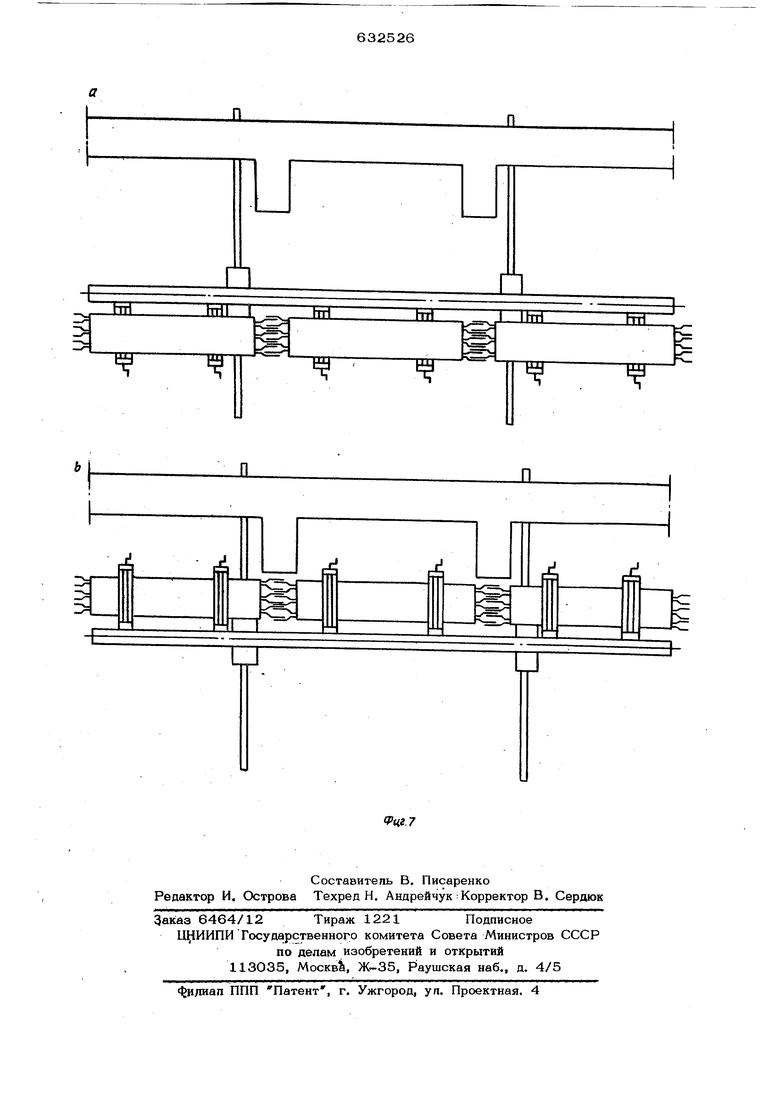
363 на стенде-кантоватепе; на фиг. 7 - попожение кантоватепя перед разворотом шинопровода на 1 (3); положение кантователя передсваркой нижней стороны ( о), , На основании 1 установпены стойки 2 и редуктор 3 с электроприводом. В опорных подшипниках 4, закрепленных на . стойках 2, расположена багаса 5, сочлененная с редуктором 3. На балке 5 закреплены несколько полок 6 с опорными роликами, зажимными губками и рукоятками. Основание 1 базируется на четырех колесах с приводом от редуктора 7 через карданные валы 8. Опорами колес могут быть рельсы 9 или пол. Полка включает в себя два опорных ропика 10 и две перемещающиеся по направляющим зажимные губки 11. Зажимные губки связаны винтом 12, заканчивающимся рукояткой 13. На каждом из концов винта выполнена соответствующая губкам правая и левая резьба. В губках выпопнены в виде гребенки пазы 14 со скошенной верхней плоскостью. При работе на попки 6 стенда-кантова теля укладываются отдельные секции (элементы) шинопроводов 15, причем Точность стыковки шин в местах сварки обеспечивается за счет перемещения секции по опорным ропикам 1О попок. Секции шинопровода закрепляются на каждой полке с помощью зажимных губок 11 (см. фиг. 5), которые при вращении руко ятки 13 будут одновременно сближаться. Конструкция каждого типа щинопрово- да предусматривает наличие на его боковых поверхностях выступающих конструктивных элементов: у магистральных щино проводов 15 - это опорные заземляющие уголки 1Р, у распределительных щинопроводов 17-этобоковые ребра жесткости 18 При сближении губок 11 уголки 16 или ребра жесткости 18 попадаютвсооаветствующие пазы зажимных губок. Пазы выполнены так, что обеспечивают одновременно и центровку, и прижим секций щинопроводов к основанию (роликам) попок. Это достигается за счет выполнения скосов 19 на верхней плоскости пазов 14. Включением привода стенд-кантователь перемещается под вытяжную систему 2О так, чтобы места сварки оказались в зоне бо ковых вытяжных окон 21. Сварка щин в местах стьшов проводится по верхней поверхности ребер 22. После сварки все верхних CTbhcoB стенд-кантователь отводится от системы, и включением привода поворота балки 5 сварен ая с одной стороны укрепленная секция инопровода поворачивается на 18О. тенд-кантователь снова перемещается од вытяжную систему, и сварка щин едется в местах стыков нижней поверхости 23. Стенд-кантователь возвращаетя в исходное положение, балка 5 развоачивается в обратную сторону на 180 С, После изолировки стыков, установки КОЖУХОВ и выполнения других вспомогательных работ разводятзажимные губки и освобождают щинопровод. Полностью собранная укрупленная секция шинопровода с помощью грузоподъемного механизма снимается со стенда-кантователя. Применение стенда-кантователя предлагаемой конструкции обеспечивает точность стьпсовки элементов (секций) щинопроводов, надежность их закрепления и разворота, возможность свободного доступа к местам соединения шин, а также установки ответвительных и угловых элементов, универсальность в отнощении типов соединяемых щинопроводов и эффективность вытяжки сварочньгх газов. Жесткая поворотная балка с расположенными на ней попками, опорными роликами и зажимными губками, а также поперечное перемещение всего стенда-кантователя расширяют диапазон выполняемых технологических операций и повышают эксплуатационную надежность устройства при укруплении секций щинопроводов различного назначения. Формула .изобретения Стенд-кантователь для сборки и сварки секций электрических щинопроводов, содержащий основание, на котором смонтирована поворотная рама с прижимами, отличающийся тем, что, с целью повышения качества сборки путем исключения перекоса секций, рама выполнена в виде жесткой балки, с консольно закрепленными на ней полками, на которых размещены опорные ролики, при этом прижимы размещены на указанных полках и в них выполнены пазы в виде гре бенки. Источники инфбрмации, принятые во внимание при экспертизе: 1. Поволоцкий А. М. и др. Сварка магистральных шинопроводов. Монтаж и наладка электрооборудования . Реферативная информация о передовом опыте, 1969, № 6, (6О).
56325266
2. СтенД7кантоватепь для заготовкинической информации и пропаганды, Инбпоков магистрапьньгх шинопроводов. Горь- формационный листок №153 (3193), KOBCKHi. межотраслевой центр научно-тех-197О,
«с.
«Э
«41
«м
Ъ.
Sii.
.
22
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| Способ монтажа шинопроводов и устройство для его осуществления | 1981 |
|
SU1007151A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Установка для сварки теплообменников | 1988 |
|
SU1641552A2 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Устройство для ориентации и зажима деталей под сварку | 1985 |
|
SU1311898A1 |
| Кольцевой кантователь | 1987 |
|
SU1542755A1 |
| Стенд-тележка | 1972 |
|
SU905051A1 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ | 1970 |
|
SU284218A1 |

8
23
1
О
гг tput.
/5
/
X
/Г
/
У
13
/
J6
17
(Риг. 5
m
s
«
N