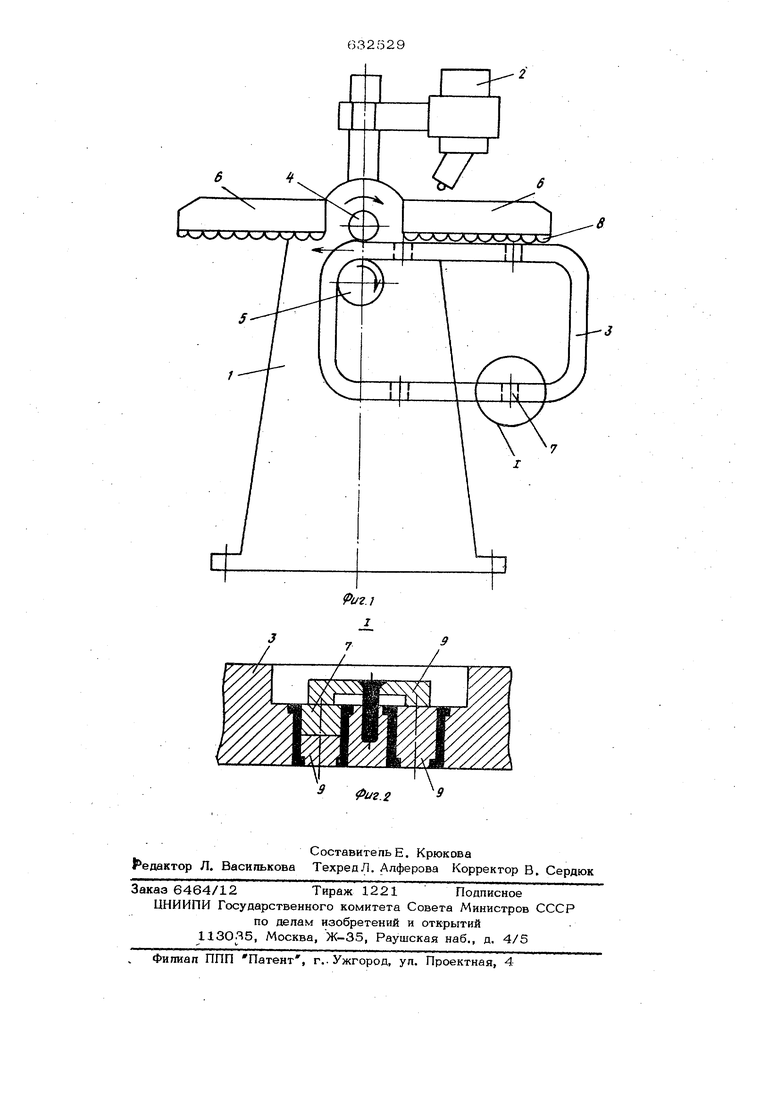
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - узеп на фиг; 1. Устройство япя автоматической сварки содержит основание 1, на котором смонтированы горепка 2, механизм дпя пере- мещения копира 3, выполненный в виде ведущего 4 и прижимного 5 ропиков и упора 6 . дпя копира. Устройство оснащено также приспособлением дпя предотвращения колебания копира 3 в процессе его перемещения и сварки изделия, вьтолненым в виде закрепленных на копире ма гнитов 7, взаимодействующих с упором 6 Опорная поверхность упора 6 оснащена роликами 8, которые могут быть выпопнены цилиндрическими ипи шаровыми. Магниты 7 закреплены в копире 3 при помощи деталей 9, выполненных из немагнитного материала, например латуни. Магниты 7 могут быть установлены н пюбом участке копира, выбор их количества и схема расположения на копире определяется конфигурапией свариваемог изделия и его габаритами. В качестве постоянных магнитов в предлагаемом устройстве использованы синарий-кобальтоБые магниты, которые обладают большой коэрцитивной силой при весьма миниатюрных размерах,подъемная сила таких магнитов в тысячи раз превышает их собственный вес. Устройство работает следукщим образом. Изделие закрепляют на копире 3. Затем прижимным роликом 5 поджимают копир 3 к ведущему ролику 4, при этом магниты 7 копира 3 под действием коэр цитивных сил взаимодействуют с упором 6, постоянно прижимая копир к опорам поверхности упора, Вкшочают вращение ведущего ролика 4, при этом под действием сип трения копир начинает протяги ваться между роликами 4 и 5, перемещ изделие относительно горелки. Между горелкой и кромками изделия возбуждается дуга, и начинается сварка. При сварке прямолинейного участка копир с изделием перемещается вдоль роликов упора 6, так как магниты 7 постоянно взаимодействуют с упором, предотвращая колебания копира с изделием. При сварке радиусного участка изделия копир обкачивается вокруг прижимного ролика 5 до тех пор, пока следующий прямолинейный участок изделия не соприкоснется с упором 6. Продолжая протягивать копир между роликами 4 и 5 вдоль всего контура, осуществл5пот сварку изделия. Применение приспособления для предотвращения колебания копира в процессе сварки, выполненного в виде закрепленных на копире магнитов, значительно упрощает конструкцию устройства. Формула изобретения Устройство для автоматической сварки изделий по замкнутому кривоаинейному контуру, содержащее основание с горелкой и механизмом для перемещения копира с изделием, выполненным в виде ведущего и прижиМного роликов и упора для копира, а также приспособление для предотвращения колебаний копира в процессе сварки, отличающее.с я тем, что, с целью упрощения конструкции, приспособление для предотвращения колебаний копира в процессе сварки выполнено в виде закрепленных на копире магнитов, взаимодействующих с упором для копира, при этом опорная поверхность упора оснащена роликами. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство N9298452, кл. В 23 К :57/04, 197О. 2.Патент США №2680182, кл. 219-124, 1954.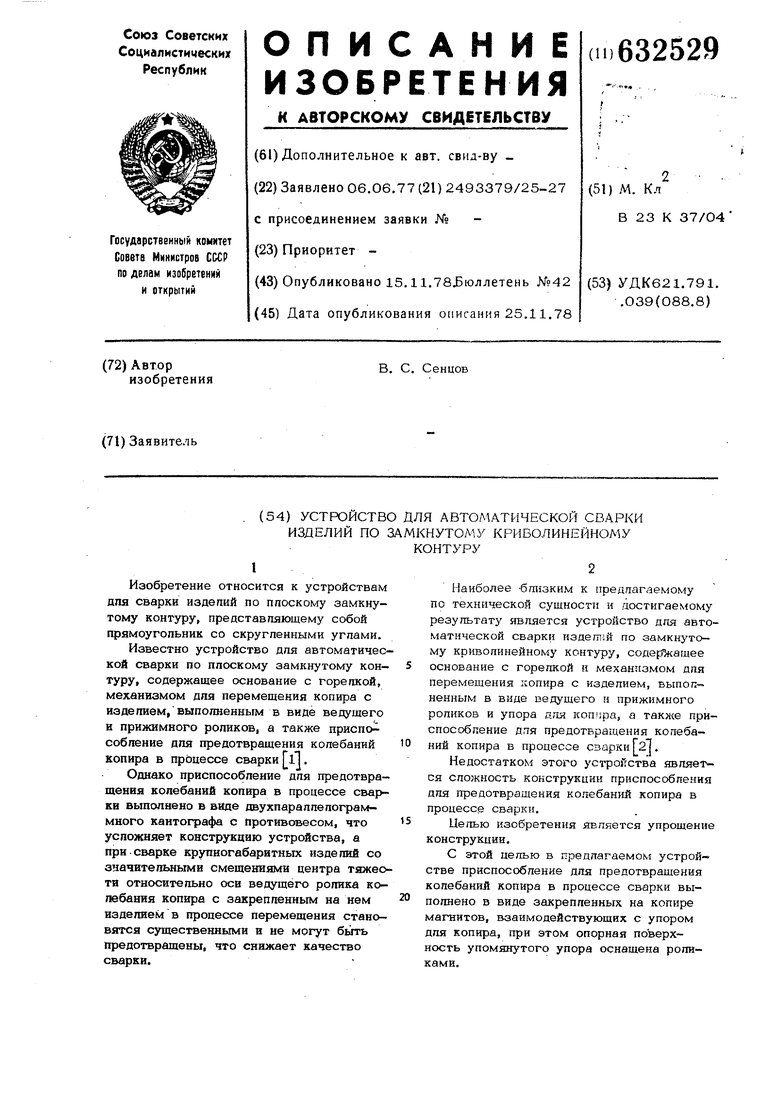
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки изделий по замкнутому криволинейному контуру | 1982 |
|
SU1094713A1 |
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Устройство для сварки по замкнутому криволинейному контуру | 1989 |
|
SU1698027A1 |
| Устройство для автоматической сварки криволинейных изделий | 1981 |
|
SU988508A2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ | 1971 |
|
SU298452A1 |
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| Устройство для сборки и сварки обечаек с боковинами | 1988 |
|
SU1625640A1 |
| Стенд для сварки изделий с криволинейной поверхностью | 1985 |
|
SU1368145A1 |