Фиг1
Изобретение относится к сварке, в частности к устройствам для сборки и сварки обечаек.
Цель изобретения - повышение производительности путем осуществления одновременно с изготовлением обечайки сварки ее с боковинами при высоком качестве готового изделия.
На фиг.1 изображено устройство, общий вид; на фиг.2 - то же, вид сбоку; на фиг.З - разрез А-А на фиг, 1; на фиг.4 - вид Б на фиг.2; на фиг.5 - узел I на фиг.1; на фиг.6 - вид В на фиг.5.
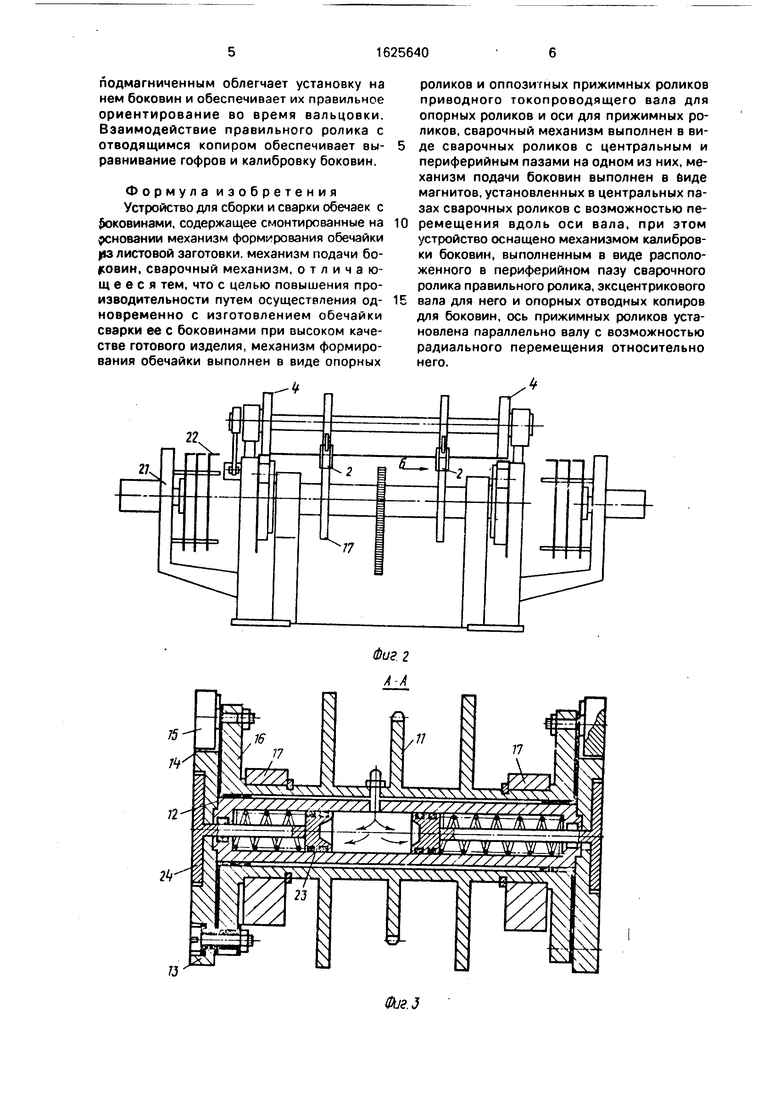
Устройство содержит раму 1, на которой шарнирно закреплены рычаги с прижимными роликами 2 и траверсы 3 со сварочными роликами 4, получающие радиальное перемещение от пневмоцилиндра 5, и внутри которой установлены сварочный трансформатор 6, блок 7 управления, механизм 8 подачи листов, привод 9, соединенный посредством цепной передачи 10 со звездочкой 11, выполненный заодно с несущим валом, внутри которого через комплекты изолирующих прокладок установлен токо- проводящий пустотелый вал 12, на котором закреплены сварочные ролики 13, имеющие периферийные пазы 14 для правильных роликов 15. Сварочные ролики 13 через комплект изолирующих прокладок соединены с вспомогательными дисками 16, выполненными заодно с несущим валом, в отверстии которых закреплены на эксцентричных осях правильные ролики 15, рабочая поверхность которых выступает над рабочей поверхностью сварочных роликов 13 для предотвращений износа последних во время правки. Для исключения пробуксовки сварочных роликов при формировании из листовой заготовки обечайки имеются опорные ролики 17 с закрепленными на них самостопорящимися эксцентриковыми зажимами 18.
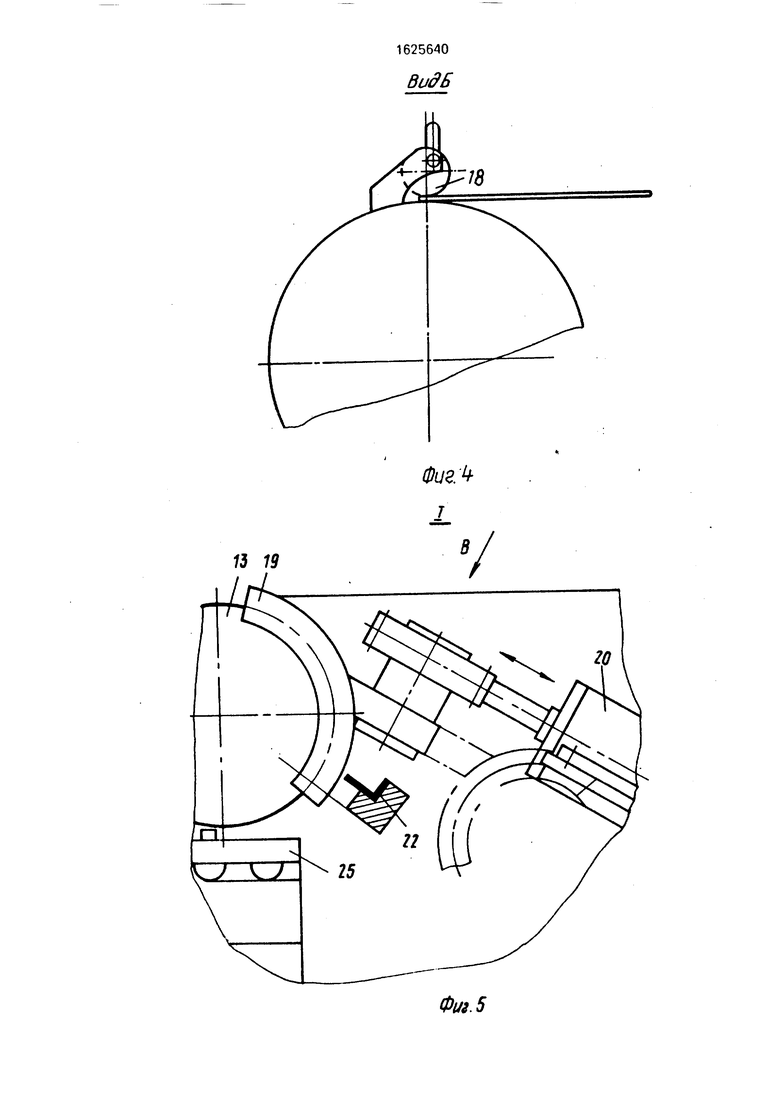
На боковых поверхностях рамы 1 шарнирно установлены копиры 19 с пневмоприводами 20, в на основании рамы напротив сварочных роликов установлены накопители 21 с комплектом боковин 22 свариваемых полуобечаек, сориентированных таким образом, что при установке их в рабочее положение начало радиусной части совпадает с осями сварочных роликов. Внутри пустотелых валов 12 установлены поршни 23, на штоках которых снаружи роликов 13 установлены магниты 24, образуя с торцами сварочных роликов 13 единую плоскость, служащие для захвата боковин 22 и удержания их в рабочем положении. Для приема радиусных частей в процессе сварки полуобечаек служат направляющие 25 с упорами
26 для расстопорения эксцентриковых зажимов.
Устройство работает следующим образом.
При нажатии кнопки Пуск блока 7 управления через соответствующий пневмо- электрораспределитель подается сжатый воздух в полости электропроводящих валов 12, и поршни 23 выдвигают магниты 24 до
0 взаимодействия их с боковинами 22. после чего по сигналу с блока управления поршни 23 возвращаются в исходное положение, увлекая за собой боковины 22 и устанавливая их на сварочные ролики 13. Затем копиры 19
5 приводом 20 устанавливаются в рабочее положение, и приводом 9 вращают ролики 13 по часовой стрелке на 360°, при этом правильные ролики 15 прокатывают отбортованные радиусные участки боковин 22 по
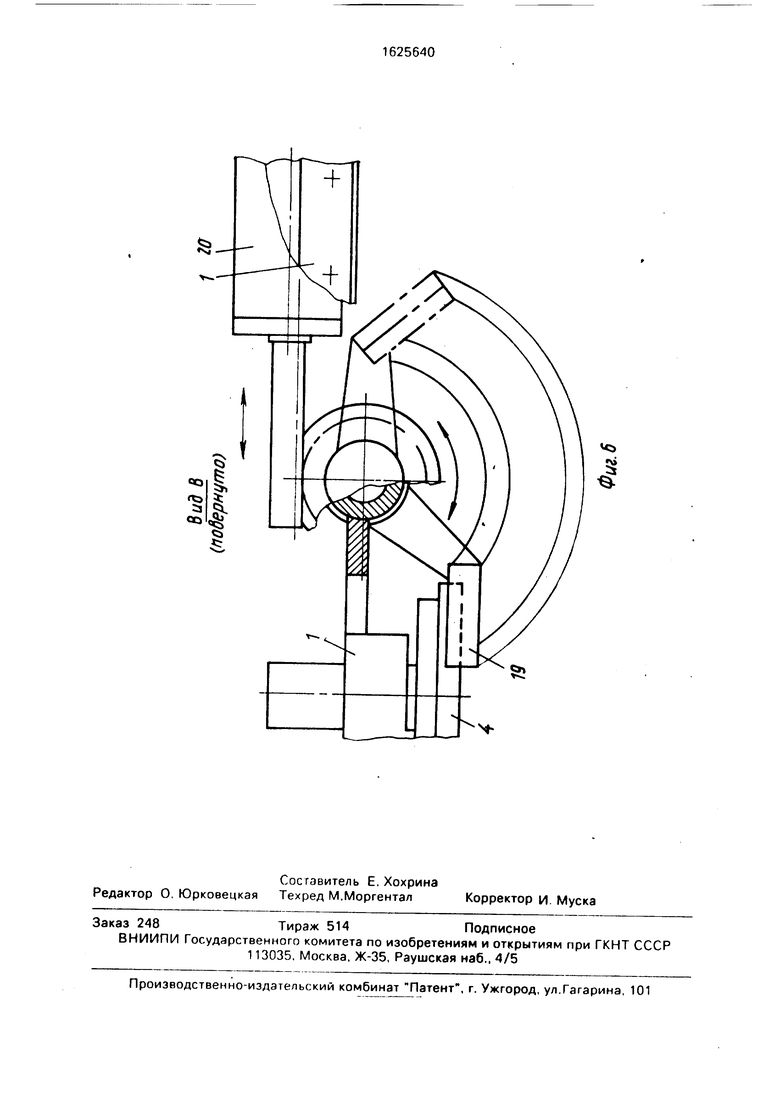
0 копирам 19. После этого копиры отводятся в исходное (нерабочее) положение, и включается механизм 8 подачи листов, устанавливая очередной свариваемый лист под сварочные ролики 13 и эксцентриковые за5 жимы 18. После установки листов срабатывают пневмоцилиндры 5, осуществляя зажатие деталей между сварочными роликами 13 и 4. После этого одновременно включаются привод 9, вращая ролики 13,
0 свариваемый лист и эксцентриковые зажимы 18 против часовой стрелки, и сварочный ток. Происходит сварка боковин полуобечаек с листом с одновременным наворотом листа на боковины. По окончании приварки
5 радиусной части эксцентриковый зажим взаимодействует с упорами 26, поворачивается вокруг своей оси и освобождает лист. При дальнейшем вращении сварочных роликов изделие получает поступательное
0 движение по направляющим, а сварка прямого участка изделия продолжается до съема изделия со сварочных роликов машины, после чего сварочный ток отключается, верхние ролики 4 поднимаются в исходное по5 ложение, а нижние ролики продолжают вращаться до установки в исходное положение. Багодаря тому, что сварочный ролик выполняет функцию кондуктора механизма поворота листа, конструктивно выполнен за
0 одно целое с правильным роликом, сокращается количество межоперационных переходов и упрощается конструкция установки.
Конструктивное выполнение вала полым, на котором установлен сварочный ро5 лик, позволяет смонтировать в нем возвратно-поступательный механизм с магнитным захватом для боковин, причем торцовые поверхности сварочного ролика, правильного ролика и магнита образуют одну полость. Выполнение сварочного ролика
подмагниченным облегчает установку на нем боковин и обеспечивает их правильное ориентирование во время вальцовки. Взаимодействие правильного ролика с отводящимся копиром обеспечивает выравнивание гофров и калибровку боковин.
Формула изобретения Устройство для сборки и сварки обечаек с боковинами, содержащее смонтированные на рсновании механизм формирования обечайки 10з листовой заготовки, механизм подачи бо- |совин. сварочный механизм, отличающееся тем, что с целью повышения производительности путем осуществления одновременно с изготовлением обечайки сварки ее с боковинами при высоком качестве готового изделия, механизм формирования обечайки выполнен в виде опорных
роликов и оппозитных прижимных роликов приводного токопроводящего вала для опорных роликов и оси для прижимных роликов, сварочный механизм выполнен в виде сварочных роликов с центральным и периферийным пазами на одном из них, механизм подачи боковин выполнен в виде магнитов, установленных в центральных пазах сварочных роликов с возможностью перемещения вдоль оси вала, при этом устройство оснащено механизмом калибровки боковин, выполненным в виде расположенного в периферийном пазу сварочного ролика правильного ролика, эксцентрикового
вала для него и опорных отводных копиров для боковин, ось прижимных роликов установлена параллельно валу с возможностью радиального перемещения относительно него.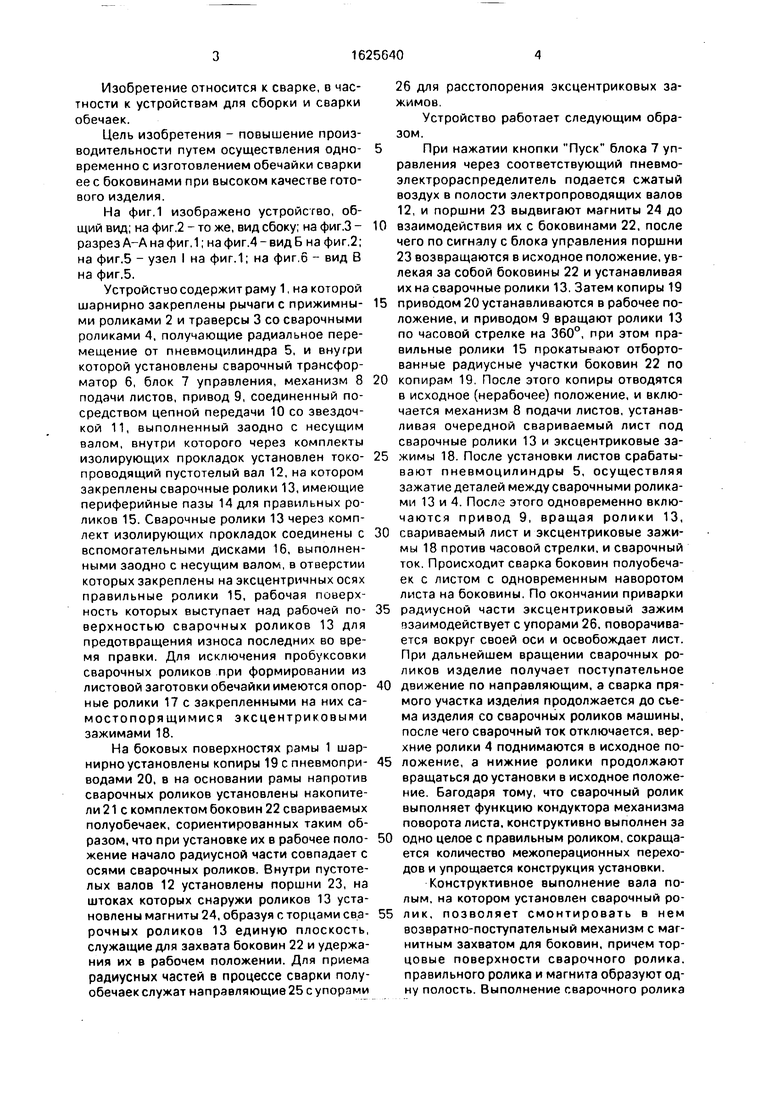
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Установка для сварки продольных швов обечаек | 1978 |
|
SU785005A1 |
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
Изобретение относится к сварке, в частности к устройствам для сборки и сварки обечаек с боковинами. Цель - повышение производительности путем осуществления одновременно с изготовлением обечайки сварки ее с боковинами при высоком качестве готового изделия. Устройство содержит смонтированные на раме 1 прижимные ролики 2, сварочные ролики 4 и 13, механизм 8 подачи листов, правильный ролик 15 и копир 19. Для подачи боковин в зону сварки используют магниты 24, смонтированные в пазу сварочного ролика 13 с возможностью осевого перемещения. Благодаря этому обеспечивается сокращение межоперационных переходов и упрощение конструкции. 6 ил.
Фиг. 2 А-А
fj-ЪПф
(№99Ш
61 V
0
4f
| Устройство для сборки,вальцовки и сварки кузовов шахтных вагонеток | 1985 |
|
SU1306676A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
