Изобретение относится к устройст вам для сварки изделий по плоскому замкнутому контуру, представляющему собой прямоугольник со скругленными углами, эллипс или другую вьтуклую форму. Известно устройство для автомати ческой сварки по плоскому замкнутому контуру, содержащее неподвижную горелку, вращатель с копиром, связанным с валом для закрепления изделия, пантограф с противовесом, ведущим и прижимным роликами m. Недостатком этого устройства является фрикционньй привод копира, которьй не обеспечивает равномерности подачи, а следовательно, и качества сварного шва при повьппенных режимах сварки. . Известно устройство для автоматиче кой сварки изделий по плоскому замкнутому контуру, содержащее основание с горелкой, механизм для перемещения копира с изделием, выполненного в виде ведущего и прижимного роликов, а также приспособления для предотвращения колебаний копира в процесс сварки 2 . Недостатками устройства также являются наличие фрикционной связи меж ду копиром и приводным роликом, что не исключает их взаимного проскальзьшания и этим ограничивается производительность устройства, ненадежность системы предотвращения колебаний, так как копир удерживается направляющими только на прямолинейных участках, и ограниченные техноло гические возможности устройства в связи с тем, что прямые направляющие не удерживают копир на криволинейных участках, и, следовательно, невозможноиспользовать это устройство для сварки изделий типа эллипс. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для автоматической сварки изделий по замкнутому криволинейному контуру, содержащее закрепленную на основании сварочную головку, копир с . зажимами для изделия, установленный с возможностью перемещения вдоль опо ной поверхности основания, направляю щий упор для копира и ролик для приж ма копира к направляющему упору (Д . Однако в известном устройстве про исходит перемещение копира вдоль направляющего упора со скольжением, что увеличивает трение и, кроме того, колебания.копира с изделием предотвращаются лишь при его прямолинейном перемещении, но не при повороте, что снижает качество сварки. Целью изобретения является повышение качества сварки путем предотвращения колебаний копира с изделием при его повороте. Эта цель достигается тем, что в устройстве для автоматической сварки изделий по замкнутому криволинейному контуру, сбдержащем закрепленную на основании сварочную головку, копир с зажимами для изделия, установленный с возможностью перемещения вдоль опорной поверхности основания, направляющий упор для копира и ролик для прижима копира к направляющему упору, на основании смонтирована каретка, установленная с возможностью перемещения вдоль опорной поверхности основания, направляющий упор размещен на каретке и оснащен закрепленными на ; его противоположных концах гибкими тягами, расположенными по контуру копира и закрепленными на этом копире . На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид А на фиг. 1J на фиг. 3 - схема работы устройства с копирог|1, представляющим квадратный контур с закругленными вершинами. Устройство для автоматической свар- ки содержит основание 1, на котором смонтирована сварочная головка 2. Каретка 3 с приводом 4 установлена на продольные направляющие 5 основания 1 с возможностью перемещения вдоль опорной поверхности основания. Устройство снабжено копиром 6 с зажимами для изделия 7. На каретке 3 смонтирован направляющий упор 8 для копира 6 с закрепленными на его противоположных концах гибкими тягами 9 и 10, охватывающими копир 6. Тяги 9 и 10 закреплены на копире 6 планкой 11, а на направляющем упоре - планкой 12 и натяжным винтом 13. На основании смонтирована также напр.авляющая базовая платформа 14 для копира 6 и плита 15, поджимаемая к направляющим 5 каретки 3 с направляющим упором 8 пружиной 16. На плите 15 закреплен прижимной ролик 17.
Устройство работает следующим образом.
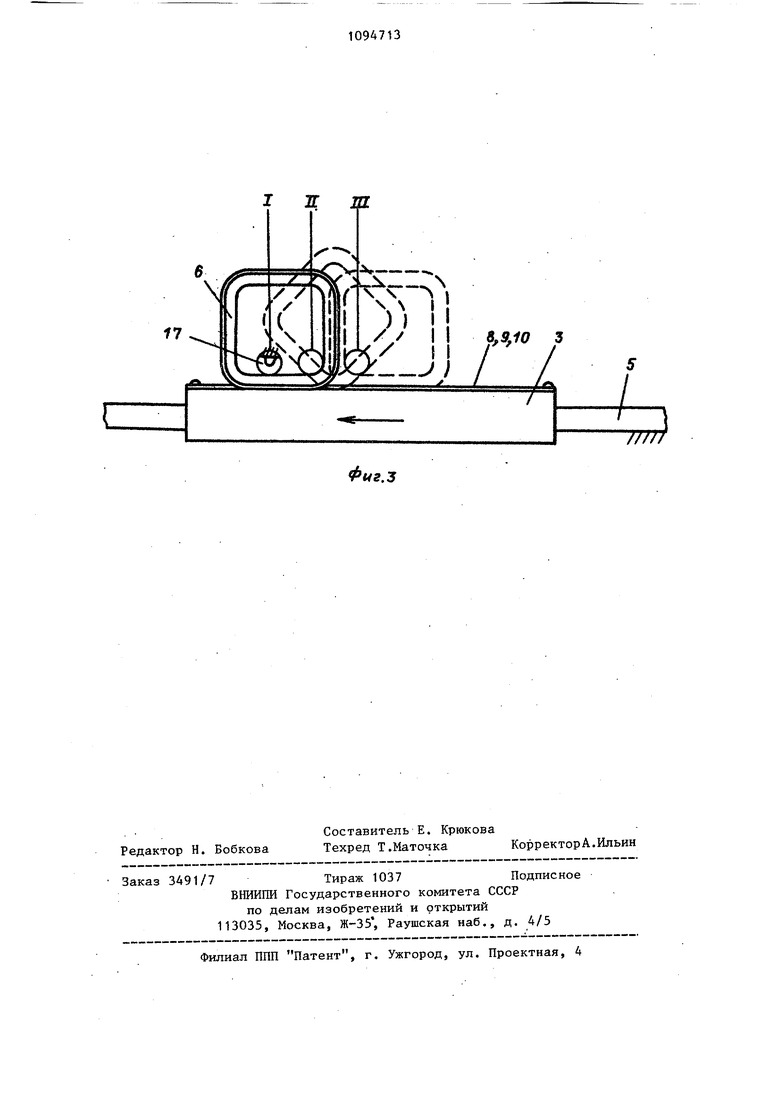
В исходном положении 1 (фиг. 3) каретка 3 перемещается по направляю цим 5 в указанном направлений. Ролик 17 катится по внутренней поверхности копира 6 и одновременно поджимает его к направляющему упору 8 каретки 3. Так осуществляется сварка прямолинейных участков изделия. Тяги 9 и 10, закрепленные на копире 6 и на каретке 3, удерживают копир и каретку от взаимного смещения,
;
Каретка 3 с копиром 6 занимает относительно ролика Т7 положение II (фиг. 3). Ролик 17 ограничивает продольное перемещение копира 6, а тяги 9 и 10, охватывающие копир 6, уд ерживают его от продольного смещения и поэтому от перемещения каретки 3 копир 6, с закрепленными на нем тяга ми 9 и 10, перекатывается по каретке в продольном направлении, противопоЛожном перемещению каретки 3. Причем линейная скорость на криволинейных участках обкатки равна скорости перемещения каретки 3.
В положении III обкатка копира завершилась (фиг. 3) и показано начало перемещения по прямолинейному участку изделия .„Таким образом, путем непрерывного продольцрго перемещения каретки 3, контур копира совместно с изделием перемещается относительно неподвижной сваро ной головки на величину периметра копира. Гибкие тяги 9 и 10 надежно удерживают копир от проскальзывания относительно каретки, и предотвращают колебания копира с изделием при его повороте, тем самым
Ok
устройство позволяет производить сварку изделий на повышенных режимах, при этом обеспечивается стабильность подачи, а следовательно, качество сварки. Кроме того, благодаря предотвращению колебаний копира с изделием при его повороте устройство позволяет сваривать изделия типа овал, эллипс и другой вьтуклой призматической или криволинейной формы, что значительно расширяет его технологические возможности.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| Установка для сварки объемных изделий с криволинейными поверхностями | 1980 |
|
SU867584A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| Устройство для автоматической электродуговой сварки криволинейных замкнутых швов | 1974 |
|
SU695788A1 |
| У\ВТО:рЫ | 1973 |
|
SU406682A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЖЙ ПО ЗАМКНУТОМУ КРИВОЛИНЕЙНОМУ КОНТУРУ, содержащее закрепленную на основании сварочную головку, копир с зажимами для изделия, установленньй с возможностью перемещения вдоль опорной поверхности основания, направляющий упор для копира и ролик для прижима копира к направляющему упору, отличающееся тем, что, с целью повышения качества сварки путем предотвращения колебаний копира с изделием при его повороте, на основании смонтирована каретка, установленная с возможностью перемещения вдоль опорной поверхности основания, направляющий упор размещен на каретке и оснащен закрепленными на его проi тивоположных концах гибкими тягами, .расположенными по контуру копира и (/) закрепленными на этом копире. со 4 -vl :о
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ | 0 |
|
SU298452A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
