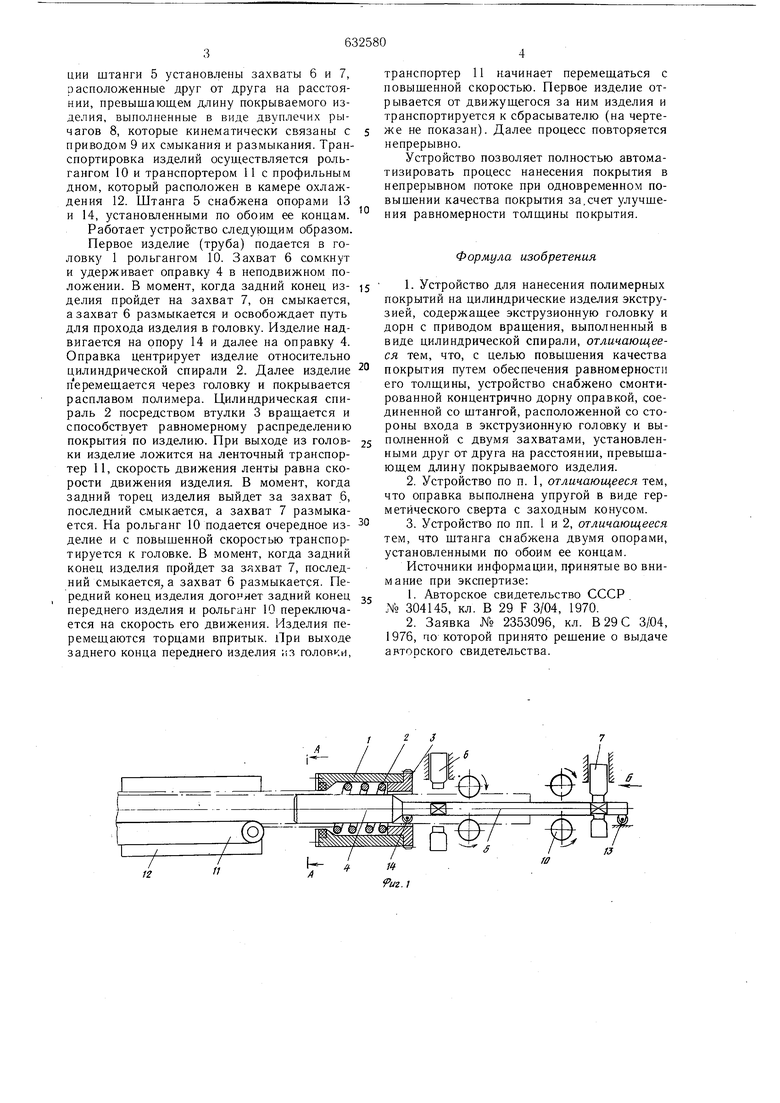
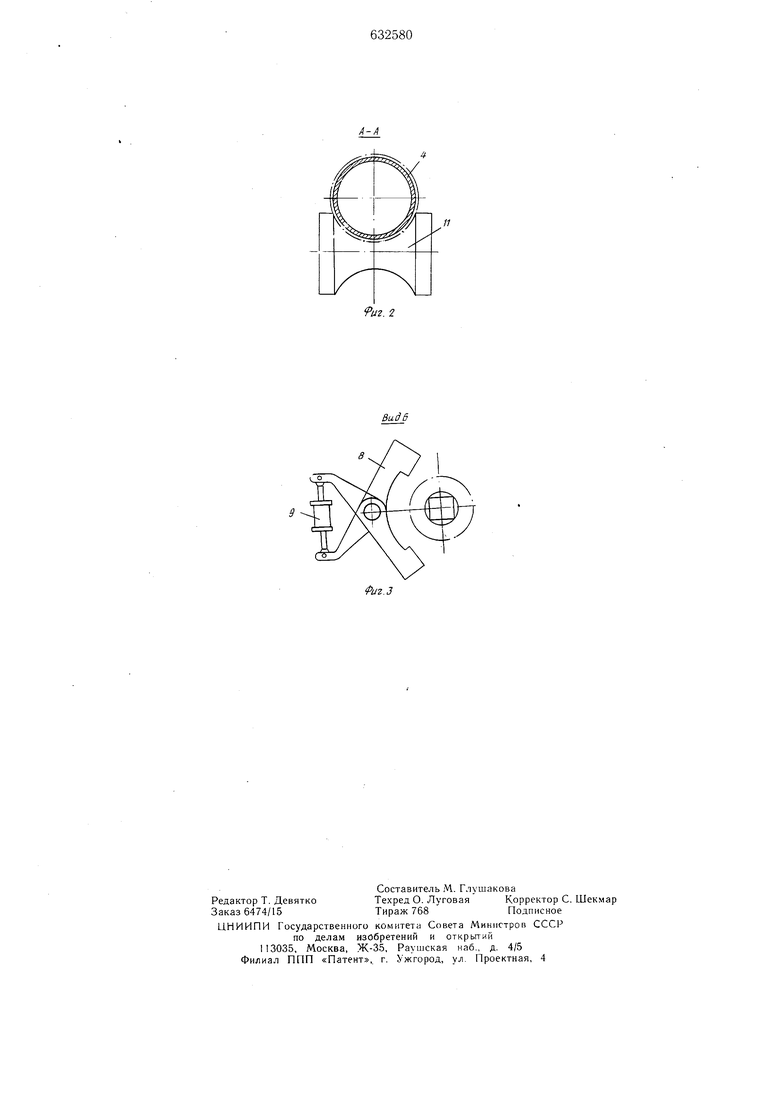
ции штанги 5 установлены захваты 6 и 7, расположенные друг от друга на расстоянии, превышающем длину покрываемого изделия, выполненные в виде двуплечих рычагов 8, которые кинематически связаны с приводом 9 их смыкания и размыкания. Транспортировка изделий осуществляется рольгангом 10 и транспортером 11 с профильным дном, который расположен в камере охлаждения 12. Штанга 5 снабжена опорами 13 и 14, установленными по обоим ее концам. Работает устройство следующим образом. Первое изделие (труба) подается в головку 1 рольгангом 10. Захват 6 сомкнут и удерживает оправку 4 в неподвижном положении. В момент, когда задний конец изделия пройдет на захват 7, он смыкается, а захват 6 размыкается и освобождает путь для прохода изделия в головку. Изделие надвигается на опору 14 и далее на оправку 4. Оправка центрирует изделие относительно цилиндрической спирали 2. Далее изделие перемещается через головку и покрывается расплавом полимера. Цилиндрическая спираль 2 посредством втулки 3 вращается и способствует равномерному распределению покрытия по изделию. При выходе из головки изделие ложится на ленточный транспортер 11, скорость движения лентЫ равна скорости движения изделия. В момент, когда задний торец изделия выйдет за захват 6, последний смыкается, а захват 7 размыкается. На рольганг 10 подается очередное изделие и с повышенной скоростью транспортируется к головке. В момент, когда задний конец изделия пройдет за захват 7, последний смыкается, а захват 6 размыкается. Передний конец изделия догоняет задний конец переднего изделия и рольганг 10 переключается на скорость его движения. Изделия перемещаются торцами впритык. При выходе заднего конца переднего изделия ;,з головки. транспортер 11 начинает перемещаться с повышенной скоростью. Первое изделие отрывается от движущегося за ним изделия и транспортируется к сбрасывателю (на чертеже не показан). Далее процесс повторяется непрерывно. Устройство позволяет полностью автоматизировать процесс нанесения покрытия в непрерывном потоке при одновременном повышении качества покрытия за,счет улучшения равномерности толщины покрытия. Формула изобретения 1.Устройство для нанесения полимерных покрытий на цилиндрические изделия экструзией, содержащее экструзионную головку и дорн с приводом вращения, выполненный в виде цилиндрической спирали, отличающееся тем, что, с целью повышения качества покрытия путем обеспечения равномерности его толщины, устройство снабжено смонтированной концентрично дорну оправкой, соединенной со штангой, расположенной со стороны входа в экструзионную головку и выполненной с двумя захватами, установленными друг от друга на расстоянии, превышающем длину покрываемого изделия. 2.Устройство по п. 1, отличающееся тем, что оцравка выполнена упругой в виде герметического сверта с заходным конусом. 3.Устройство по пп. 1 и 2, отличающееся тем, что щтанга снабжена двумя опорами, установленными по обоим ее концам. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 304145, кл. В 29 F 3/04, 1970. 2.Заявка № 2353096, кл. В 29 С 3/04, 1976, по которой принято решение о выдаче авторского свидетельства.