1
Изобретение относится к устройствам для нанесения заш,итных покрытий на внутреннюю поверхность труб, оно может быть использовано в механизированных и автоматизированных поточных линиях для антикоррозионных покрытий на трубопрокатных заводах.
Известно устройство для нанесения защитных покрытий на внутреннюю поверхность труб, содержащее щтангу с распылительной головкой и опорными роликами для центрирования ее в обрабатываемой трубе и опорные устройства для перемещения трубы и поддержания щтанги. Недостатками устройства при обработке труб с предварительно окращенной наружной поверхностью является возможное повреждение слоя покрытия при захвате трубы тянущими роликами. Кроме того, при обработке труб с муфтами на концах возникает опасность отрыва трубы от приводного тянущего ролика при наезде муфты на ролик рольганга. Работа установки при обработке таких труб становится нестабильной. При передвижении труб с муфтами неизбежны удары о ролики рольганга, что снижает долговечность устройства и ведет к повыщению уровня шума в цехе.
Цель изобретения - устранение повреждения окрашенной наружной поверхности труб и увеличения надежности в работе. Указанная цель достигается за счет того, что опорные
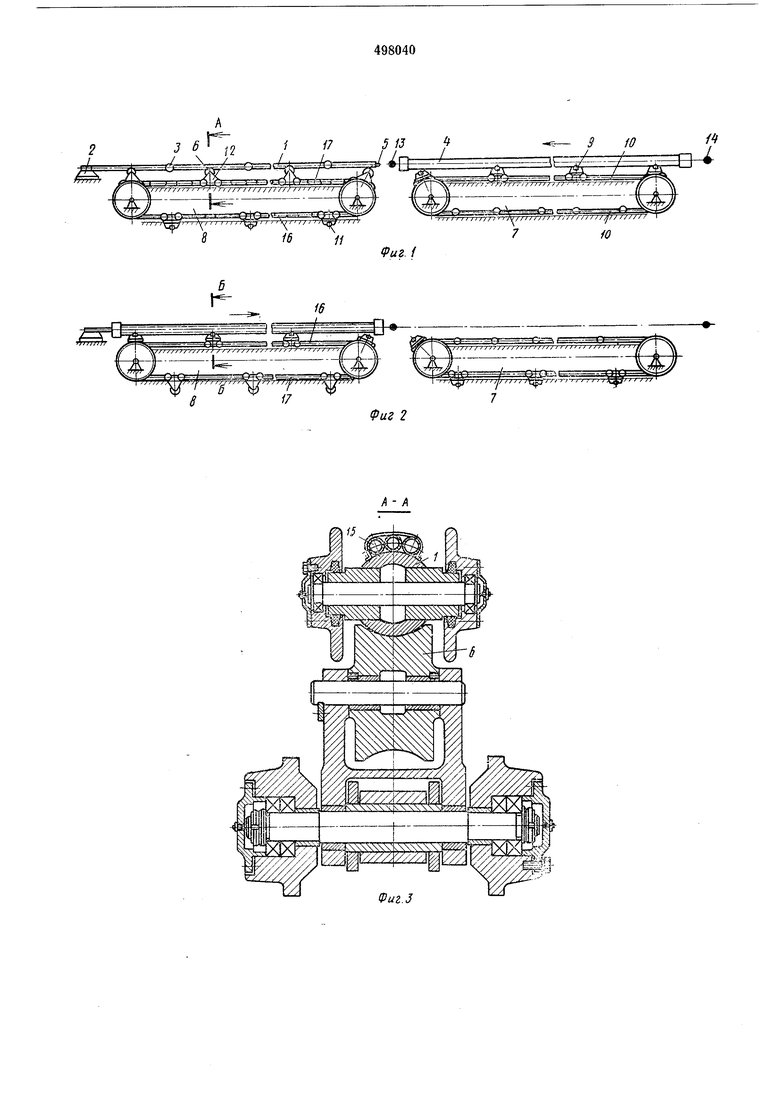
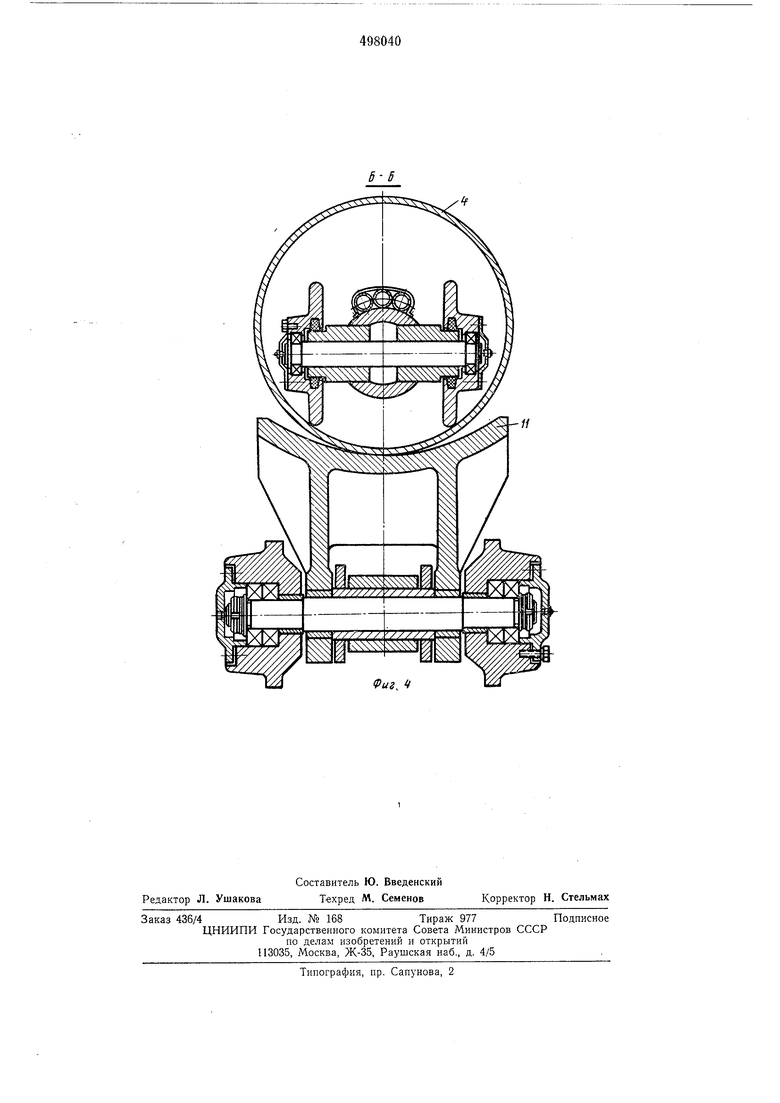
устройства для перемещения трубы и поддержания штанги выполнены в виде двух последовательно установленных, периодически действующих цепных транспортеров с каретками для труб, причем второй, по направлению движения ненокрытой трубы, транспортер снабжен дополнительными каретками для поддержания щтанги с распылительной головкой. Иа фиг. 1 изображено предлагаемое устройство, общий вид (труба перемещается первым транспортером, соверщает прямой холостой ход); на фиг. 2 - то же, труба надвинута на щтангу (соверщает обратный рабочий ход); на фиг. 3 - разрез по А-А на фиг. 1
(в увеличенном маштабе); на фиг. 4 - разрез по Б-Б на фиг. 2 (в увеличенном масштабе).
Устройство состоит из следующих составных частей: щтанги 1, неподвижно закрепленной в узле 2, имеющей опорные ролики 3 для центрирования ее в обрабатываемой трубе 4 и несущей на конце распылительную головку 5, устройство 6 для поддержания штанги и для возвратно-поступательного перемещения
трубы.
Устройство 6 для поддержания щтанги н для возвратно-поступательного перемещения труб содержит два последовательно установленных управляемых электроблокировочным
устройством цепных транспортера 7 и 8
Транспортер 7 оборудован каретками 9, перемещающимися по направляющим 10. Транспортер 8 оборудован каретками 11 и 12, последовательно смонтированными и разделяющими транспортер 8 на две равные части. Каретки 11 служат для транспортировки трубы, а каретки 12 - для поддержания штанги. Между транспортерами 7 и 8 установлен фотодатчик 13, а перед транспортером 7 - фотодатчик 14, управляющие работой устройства. Материал покрытия и воздух на распыление подаются по системе шлангов 15, закрепленных на штанге 1.
Устройство работает следующим образом.
Перед началом обработки очередной трубы каретки транспортера 7 находятся в нижнем положении, штанга 1 поддерживается каретками 12 транспортера 8. Труба, перемещаясь, замыкает фотодатчик 14, дающий сигнал на включение транспортера 7.
Транспортер 7, перемещаясь со скоростью холостого хода, захватывает трубу 4 каретками 9, при этом труба укладывается бесщумно. Как только передний конец трубы замкнет фотодатчик 13, включается в работу транспортер 8 со скоростью, равной скорости транспортера 7. При этом ветвь 16 транспортера 8, несущая каретки 11, перемещается вверх, захватывая трубу, а ветвь 17, несущая каретки 12, переходит в нижнее положение. Труба 4 надвигается на штангу 1, которая центрируется опорными роликами 3.
Как только задний конец трубы пройдет фотодатчик 13, подается сигнал на переключение транспортеров 7 и 8 на реверс с рабочей скоростью и с выдержкой времени на подачу окрасочного материала. Рабочая скорость перемещения трубы 4 транспортерами определяется технологическими требованиями. При этом ветвь 17 транспортера 8 с каретками 12 постепенно переходит в верхнее положение, подхватывая штангу 1 и поддерживая ее. Труба 4 постепенно захватывается транспортером 7 и сходит со штанги 1. При этом труба, замыкая фотодатчик 13, дает сигнал на отключение системы подачи материала покрытия, остановку транспортера 8 и переключение транспортера 7 на скорость холостого хода для ускоренного отведения обработанной трубы. Далее цикл повторяется.
Формула изобретения Устройство для нанесения защитных покры„
тин на внутреннюю поверхность труб, содержащее штангу с распылительной головкой и опорными роликами для центрирования ее в обрабатываемой трубе и опорные устройства для перемещения трубы и поддержания штанги, отличающееся тем, что, с целью предотвращения повреждения окрашенной наружной поверхности труб и увеличения надежности в работе, опорные устройства для перемешения трубы и поддержания штанги выполнены в виде двух последовательно установленных, периодически действующих цепных транспортеров с каретками для труб, причем второй, по направлению движения непокрытой трубы, транспортер снабжен дополнительными
каретками для поддержания штанги с распылительной головкой. . ;,
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1991 |
|
SU1836167A3 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| ПОЗОЛОТНЫЙ ПРЕСС | 1968 |
|
SU220221A1 |
| Линия комплексной отделки щитовых деталей мебели | 1988 |
|
SU1574488A1 |
| СТАНОК ДЛЯ ОКОРКИ рудничных СТОЕК | 1972 |
|
SU333045A1 |
| Устройство для формирования настилов полотен рулонного материала и подачи их к вырубному прессу | 1983 |
|
SU1125178A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ТРУБ | 1973 |
|
SU407719A1 |
| Установка для отбора проб сыпучего материала из кузова автомобиля | 1977 |
|
SU703757A1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
Фиг.З
Фиг, Ч
