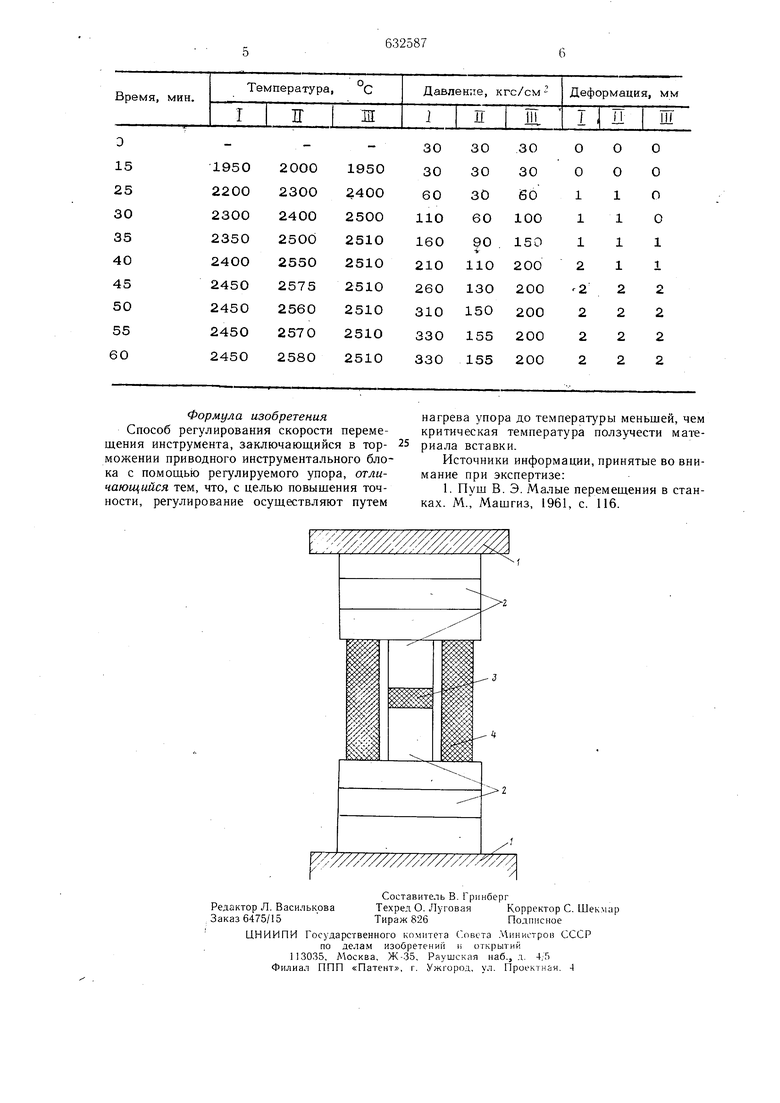
вания при прессовании п-ри высоких температурах (2(ЮО°С). Размер вставок по высоте необходимо подбирать такимобразом, чтобы их деформация была не менее заданной по режиму для заготовки и одновременно не превышала критической для самих вставок. Это определяется следующим соотношением н Н gгде Н - высота вставок, ДЬ заданная деформация заготовки и &кр.- критическая относительная деформация вставок (в соответствии с кривой ползучести). В процессе прессования значительная часть усилия пресса тратится на деформирование вставок. Это позволяет даже на прессах с большим усилием и грубой регулировкой достаточно тонко регулировать режим нагружения заготовки за счет применения вставок с большим сечением. Заготовка 3 будет подвергаться деформации только тогда, когда начнут деформироваться вставки. При заданном давлении скорость движения верхней плиты пресса определяется скоростью ползучести вставок, это обеспечивает заданный режим прессования. Вставки могут быть установлены как в непосредственной близости от деформируемой заготовки, так и удалены от нее в пределах стола пресса. В последнем случае для вставок легко обеспечить индивидуальные условия деформирования, например заданный температурный режим, отличный от условий, при которых деформируется заготовка. Это значительно расширяет возможноети предлагаемого способа (увеличение диапазона скоростей деформирования при вставках из одного материала). Способ применим в основном в случаях, когда скорости деформирования очень малы (до 0,5 мм/мин) и обшая деформация невелика. Пример осушествления способа. При прессовании пирографита с целью получения высокоориентированного графита в качестве деформируемых вставок использовали матрицу, изготовленную из графита марки ГЛ13. Процесс прессования вели при температуре 2450-2500°С и давлении 150 200кг,см2. Заданная деформация пирографита была в пределах 2--3 .мм. Общее время прессования, начиная с момента достижения температуры 2450- 2600°С и давления 150-200 кг/см, было 15-25 мин. Скорость деформирования - 0,07-0,1 мм/мин. Эта скорость обеспечивалась за счет ползучести матрицы. Матрица одновременно служила и нагревателем, через нее пропускался электрический ток, по- , скольку пирографит в направлении, перпендикулярном плоскости осаждения, имеет электросопротивление на два порядка выше, чем графит ГМЗ. Высокотемпературное прессование пирографита вели при различных параметрах. В таблице приведены три различных режима. В I и II без выдержки и в III с выдержкой при температуре 2400- 2500°С в течение 5-10 мин. Давление от пресса передавалось одним пуансоном и на матрицу и на пуансон, находящийся в матрице и передающий давление на образец. Для осуществления выдержки образца при заданной температуре пуансон, передающий давление на образец, был по высоте меньше матрицы на 1-2 мм. Поэтому давление на образец могло передаваться только после деформирования матрицы на 1-2 мм. Полученные во всех режимах образцы высокоориентированного графита имели хорошие характеристики - угол разориентации кристаллов находился в пределах 35- 40, пластины были без внешних дефектов. Отдельные образцы имели угол разориентации кристаллов 30. Матрица одновременно служила и нагревателем. Через нее пропускался электрический ток, поскольку пирографит в направлении, перпендикулярном плоскости осаждения, имеет электросопротивление на два порядка выше, чем графит ГМЗ. Использование этого способа позволило разработать технологию изготовления графитовых монохроматоров с углом разориентации кристаллитов .менее 1°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячего прессования изделий из порошка | 1983 |
|
SU1121099A1 |
| Способ получения пирографитовых изделий для кристаллов-монохроматоров | 1982 |
|
SU1120628A1 |
| Способ получения пирографитовых изделий для кристаллов-монохроматоров | 1980 |
|
SU890666A1 |
| Способ получения изделия из полимерного материала на основе политетрафторэтилена марки Ф-4 ПН, характеризующегося повышенной прочностью и сниженной ползучестью | 2020 |
|
RU2748692C1 |
| Способ получения углеродсодержащих заготовок и установка для его осуществления | 1982 |
|
SU1390184A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКОЛЬЗЯЩИХ КОНТАКТОВ | 2013 |
|
RU2529605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКОЛЬЗЯЩИХ КОНТАКТОВ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ НА ОСНОВЕ УГЛЕРОДА | 2013 |
|
RU2533893C1 |
| Способ получения высокоориентированного пирографита | 1986 |
|
SU1427766A1 |
| СПОСОБ ПРЕССОВАНИЯ УГЛЕРОДНЫХ КОНТАКТНЫХ ВСТАВОК ТРОЛЛЕЙБУСОВ | 2012 |
|
RU2494835C1 |
| СПОСОБ ПРЕССОВАНИЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ НА ОСНОВЕ УГЛЕРОДА | 2014 |
|
RU2567083C1 |
