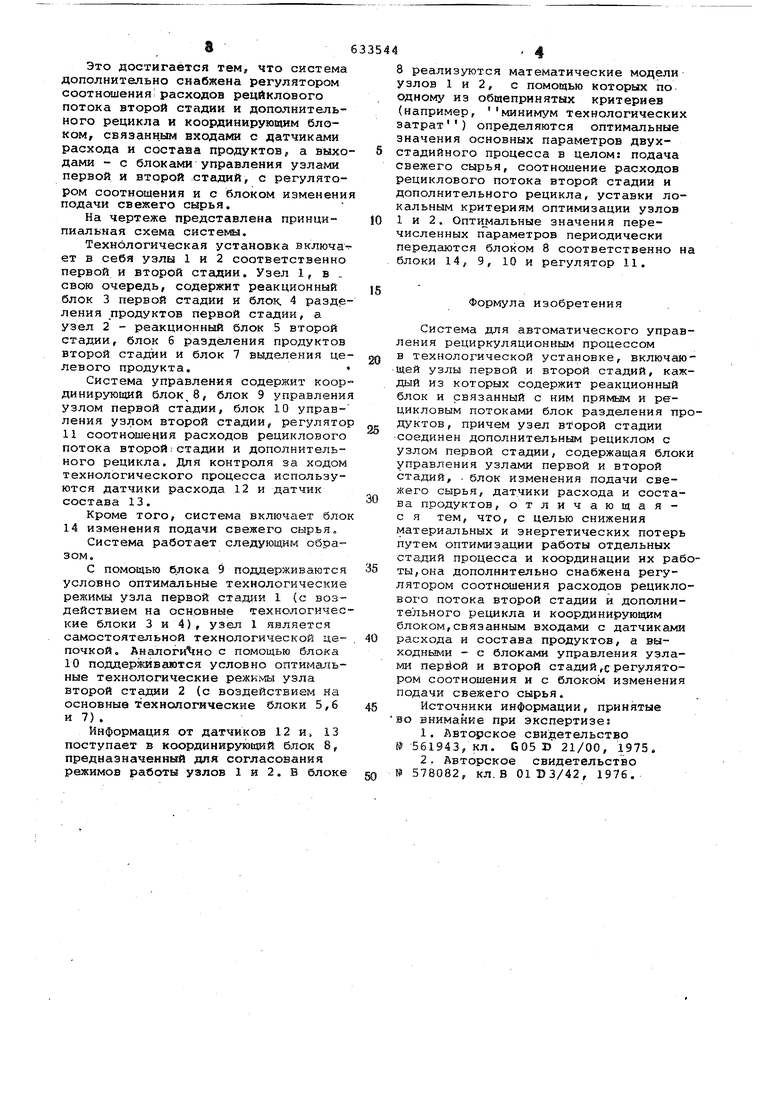
8 Это достигается тем, что система дополнительно снабжена регулятором соотношениярасходов рецйклового потока второй стадии и дополнительного рецикла и координирующим блоком, связанным входами с датчиками расхода и состава продуктов, а выхо дами - с блоками управления узлами первой и второй стадий, с регулятором соотношения и с блоком изменени подачи свежего сырья. На чертеже представлена принципиальная схема системы. Технологическая установка включа ет в себя узлы 1 и 2 соответственно первой и второй стадии. Узел 1, в свою очередь, содержит реакционный блок 3 первой стадии и блок 4 разделения продуктов первой стадии, а узел 2 - реакционный блок 5 второй стадии, блок б разделения продуктов второй стадии и блок 7 выделения це левого продукта, Система управления содержит коор динирующий блок,8, блок 9 управлени узлом первой стадии, блок 10 управления узлом второй стадии, регулято 11 соотношения расходов рецйклового потока второй,-стадии и дополнительного рецикла. Для контроля за ходом технологического процесса используются датчики расхода 12 и датчик состава 13. Кроме того, система включает бло 14 изменения подачи свежего сырья, Система работает следующим образом, С помощью блока 9 поддерживаются условно оптимальные технологические режимы узла первой стадии 1 (с воздействием на основные технологичес кие блоки 3 и 4), узел i является самостоятельной технологической цепочкой. Аналогично с помощью блока 10 поддерживаются условно оптимальные технологические режимы узла второй стадии 2 (с воздействием йа основные технологические блоки 5,6 и 7) . Информация от датчиков 12 и 13 поступает в координирующий блок 8, предназначенный для согласования режимов работы узлов 1 и 2, В блоке 8 реализуются математические модели узлов 1 и 2, с помощью которых по одному из общепрннятгзх критериев (например, минимум технологических затрат ) определяются оптимальные значения основных параметров двухстадийного процесса в целом: подача свежего сырья, соотнсиаение расходов рецйклового потока второй стадии и дополнительного рецикла, уставки локальным критериям оптимизации узлов 1 и 2. Оптимальные значения перечисленных параметров периодически передаются блоком 8 соответственно на блоки 14, 9, 10 и регулятор 11, Формула изобретения Система для автоматического управления рециркуляционным процессом в технологической установке, включающей узлы первой и второй стадий, каждый из которых содержит реакционный блок и связанный с ним прямым и рецикловым потоками блок разделения продуктов , причем узел второй стадии соединен дополнительным рециклом с узлом первой стадии, содержащая блоки управления узлами первой и второй стадий, . блок изменения подачи свежего сырья, датчики расхода и состава продуктов, отличающаяс я тем, что, с целью снижения материальных и энергетических потерь путем оптимизации работы отдельных процесса и координации их работы, она дополнительно снабжена регулятором соотношения расходов рецйклового потока второй стадии и дополнительного рецикла и координирующим блоком,связанным входами с датчиками расхода и состава продуктов, а выходными - с блоками управления узлами перйой и второй стадий,с регулятором соотношения и с блоком изменения подачи свежего сырья. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство 561943/кл. G0535 21/00, 1975. 2.Авторское свидетельство W 578082, кл. В 01D3/42, 1976,
Допо/гнитеямыи рецикл
-I--jrA
а CSemee ггг-Н« ,да
ЦелеВои продукт
i
ft
X
;2 jLZrri f ПаВочный ftpoiyxm
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления многостадийным рециркуляционным процессом | 1980 |
|
SU865314A1 |
| Система автоматического управления производством стирола | 1975 |
|
SU561943A1 |
| Система управления рециркуляционным технологическим процессом | 1979 |
|
SU858859A1 |
| Способ автоматического управленияРЕциРКуляциОННыМ ТЕХНОлОгичЕСКиМпРОцЕССОМ | 1979 |
|
SU797757A1 |
| Устройство для автоматического управления рециркуляционным технологическим процессом | 1976 |
|
SU578082A1 |
| Способ управления рециркуляционным технологическим процессом | 1980 |
|
SU891140A1 |
| Способ управления производством непредельных углеводородов | 1980 |
|
SU968024A1 |
| Способ управления производством изопрена из изопентана | 1989 |
|
SU1691361A1 |
| Система для автоматического управления рециркуляционным технологическим процессом | 1977 |
|
SU683766A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВТОР-БУТИЛАЦЕТАТА | 2001 |
|
RU2199521C1 |

