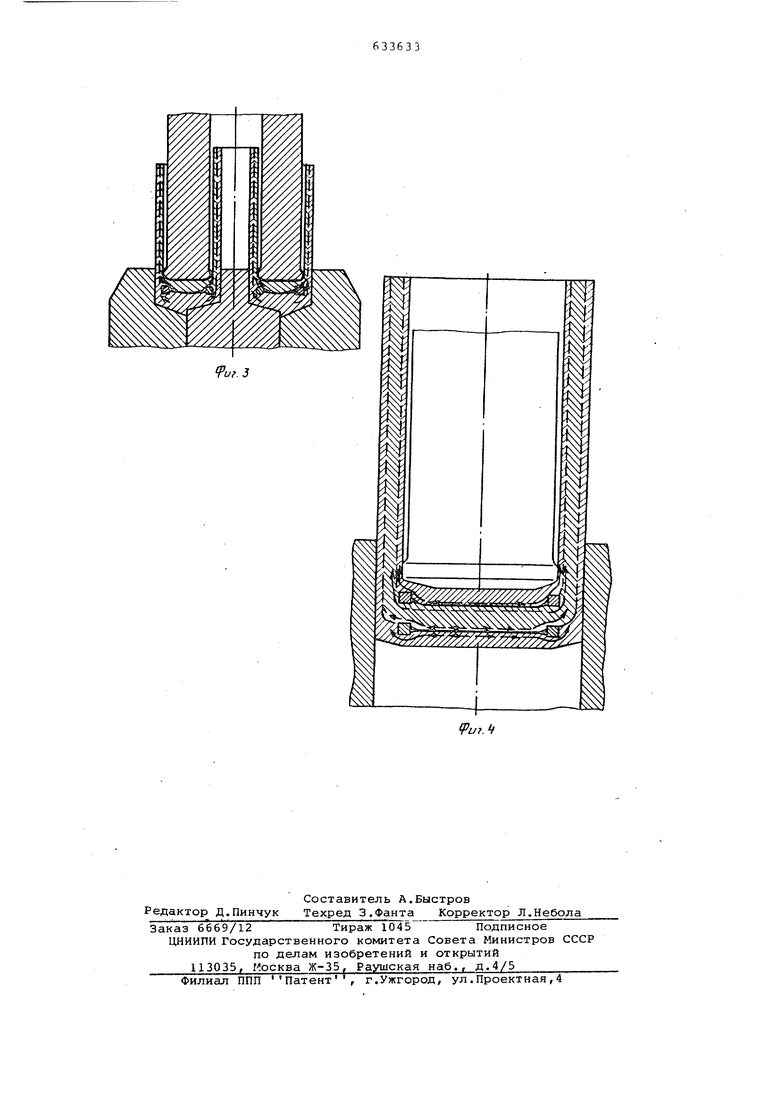
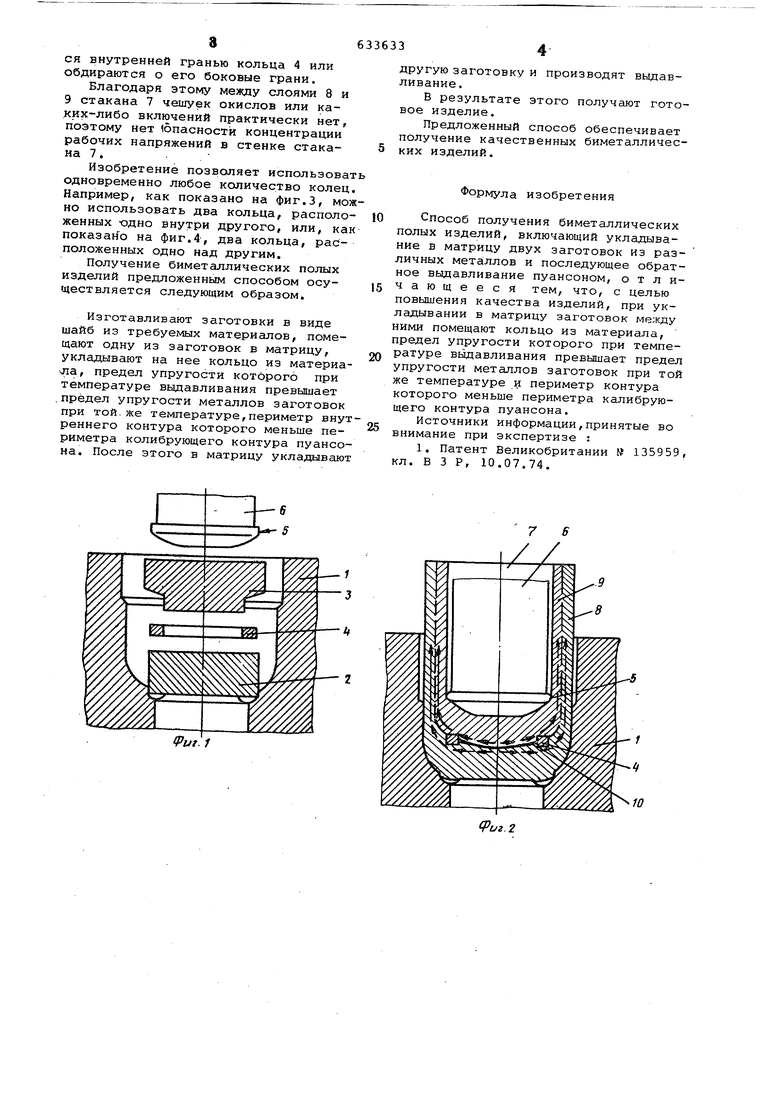
ся внутренней гранью кольца 4 или обдираются о его боковые грани. Благодаря этому между слоями 8 и 9 стакана 7 чешуек окислов или ка.ких-либо включений практически нет, поэтому нет (опасности концентрации рабочих напряжений в стенке стакана 7 . Изобретение позволяет использова одновременно любое количество колец Например, как показано на фиг.З, мож но использовать два кольца, располо женных -одно внутри другого, или, ка показано на фиг.4, два кольца, расположенных одно над другим. Получение биметаллических полых изделий предложенным способом осуществляется следующим образом. Изготавливают заготовки в виде шайб из требуемых материалов, помещают одну из заготовок в матрицу, укладывают на нее кольцо из материа ла, предел упругости которого при температуре выдавливания превышает .предел упругости металлов заготовок при той.же температуре,периметр вну реннего контура которого меньше периметра колибрующего контура пуансо на. После этого в матрицу укладываю другую заготовку и производят выдавливание. В результате этого получеиот готовое изделие. Предложенный способ обеспечивает получение качественных биметаллических изделий. Формула изобретения Способ получения биметаллических полых изделий, включающий укладывание в матрицу двух заготовок из различных металлов и последующее обратное выдавливание пуансоном, о т л ичающееся тем, что, с целью повышения качества изделий, при укладывании в матрицу заготовок между ними помещают кольцо из материала, предел упругости которого при температуре ввдавливания превышает предел упругости металлов заготовок при той же температуре и периметр контура которого меньше периметра калибрующего контура пуансона. Источники информации,принятые во внимание при экспертизе : 1. Патент Великобритании № 135959, кл. В 3 Р, 10.07.74.
IPut.l
uf.S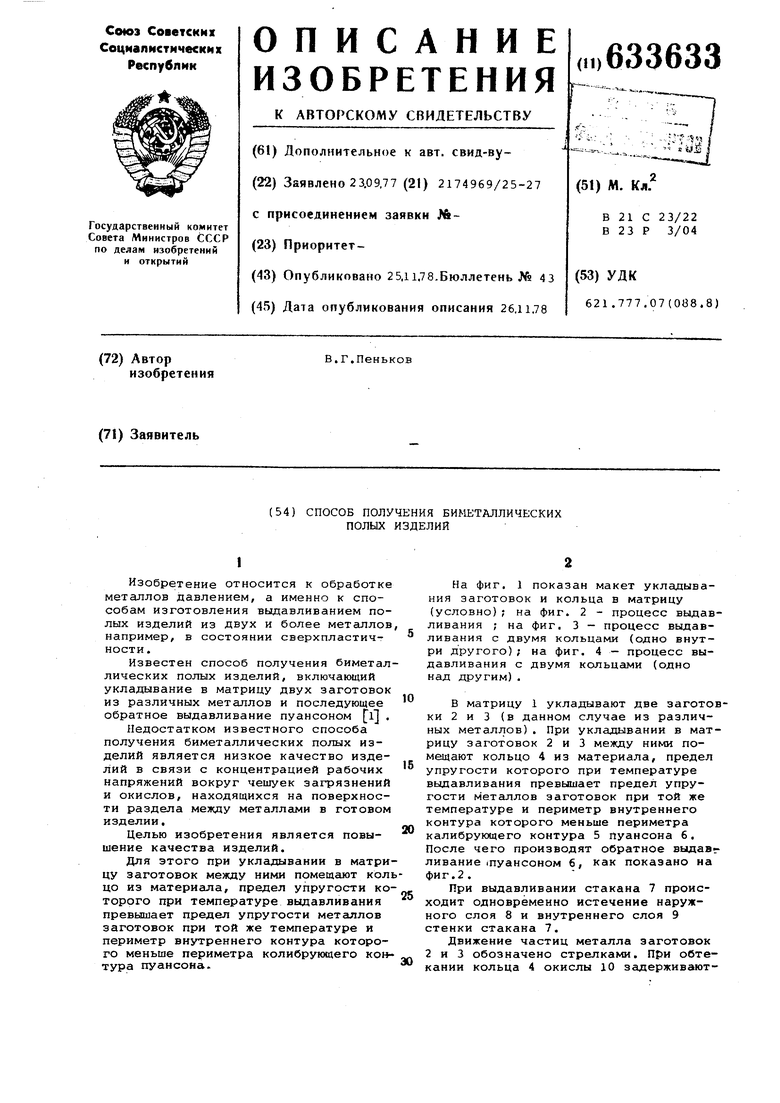
| название | год | авторы | номер документа |
|---|---|---|---|
| ПУАНСОН ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 2003 |
|
RU2240200C1 |
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| Способ изготовления полых тонкостенных цилиндрических изделий из многогранных заготовок | 1990 |
|
SU1794589A1 |
| Способ выдавливания полых изделий | 1989 |
|
SU1792784A1 |
| Способ получения изделий | 1975 |
|
SU747603A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ БОРОНЫ | 2021 |
|
RU2770808C1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2007 |
|
RU2344016C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2491144C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК | 1979 |
|
SU1840340A1 |