Изобретение относится к механической эотке, в частности к устройствам для закрепления, позиционирования и обработки изделий, например для фрезерования шпокочных канавок на валах.
Известны устройства подобного назначения, содержащие плМту с зажимами, центрирующими элементами и упорами и привод перемещения плиты относительно центрирующих элементовЩ,
Известные устройства имеют низкую производительность при последовательном фрезеровании, щпоночных канавок, расположенных вдоль обрабатываемого вала на разных расстояниях друг от друга. Позиционирование достигается приводом стола станка, что требует значительных затрат времени и высокой квалификации рабочего, а также не позволяет добиться необходимой точности обработки.
С целью повышения производительности и точности обработки, предлагаемое устройство снабжено связанным с приводом перемещения плиты ползуном с установленными на ней с возможностью поворота подпружиненными собачками и размещенной между плитой и ПОЛЗУНОМ пластиной с окнами для
собачек, а на плите выполнены с позициями обработки выступы для взаимодействия с собачками. Плита снабжена приводом возврата ее в исходное положение и механизмом фиксации.
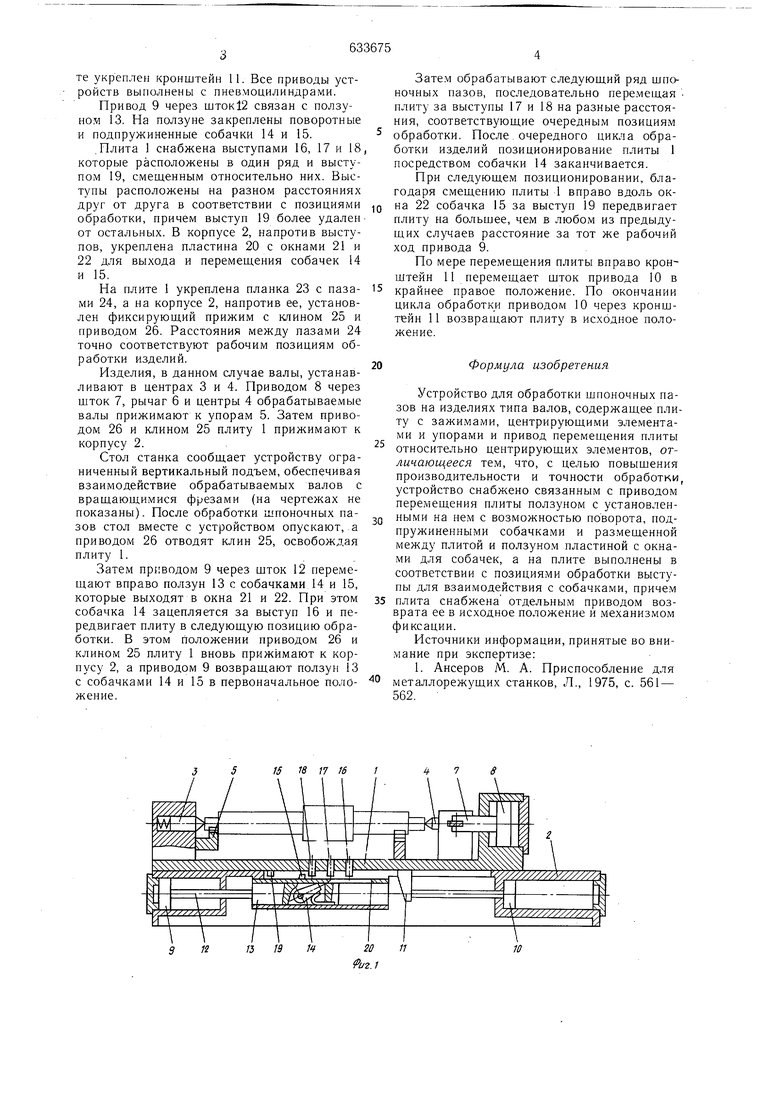
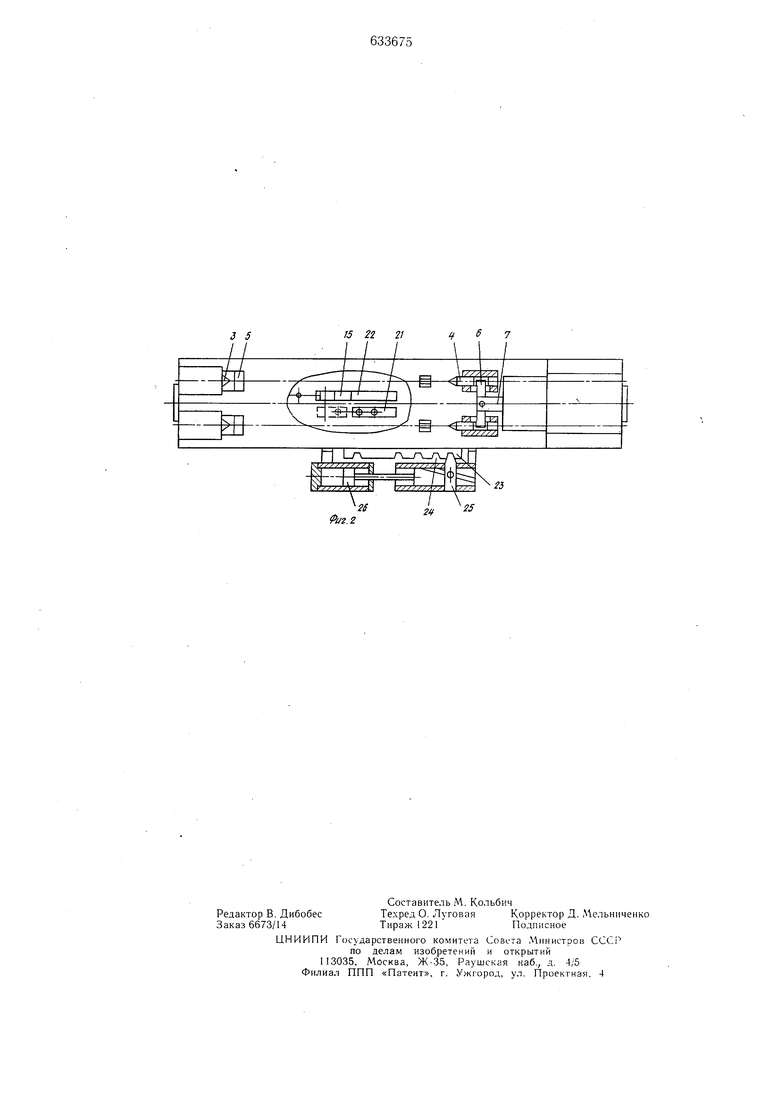
На фиг. 1 изображено описываемое устройство; на фиг. 2 - то же, вид сверху с местными разрезами.
Устройство устанавливают на столе горизонтально-фрезерного станка (на чертеже не показан). Оно содержит плиту 1, подвижно установленную на корпусе 2, зажимы с центрирующими элементами в виде подпружиненных центров 3 и поджимных центров 4. Со стороны подпружиненных центров 3 укреплены упоры 5 для изделий, в данном случае для двух одинаковых ступенчатых валов.
Поджимные центры 4 своими поперечными пазами подвижно связаны с концами двуплечего рычага 6, шарнирно соединенного со штоком 7 привода 8 зажимов.
В корпусе 2 расположены привод 9 перемещения плиты 1 относительно центров 3 и 4 и привод 10 возврата плиты в исходное положение, напротив штока которого на плите укреплен кронштейн 11. Все приводы устройств выполнены с пневмоцилиндрами. Привод 9 через шток12 связан с ползуном 13. На ползуне закреплены поворотные и подпружиненные собачки 14 и 15. .Плита 1 снабжена выступами 16, 17 и 18 которые расположены в один ряд и выступом 19, смещенным относительно них. Выступы расположены на разном расстояниях друг от друга в соответствии с позициями обработки, причем выступ 19 более удален от остальных. В корпусе 2, напротив выступов, укреплена пластина 20 с окнами 21 и 22 для выхода и перемещения собачек 14 и 15. На плите 1 укреплена планка 23 с пазами 24, а на корпусе 2, напротив ее, установлен фиксирующий прижим с клином 25 и приводом 26. Расстояния между пазами 24 точно соответствуют рабочим позициям обработки изделий. Изделия, в данном случае валы, устанавливают в центрах 3 и 4. Приводом 8 через щток 7, рычаг 6 и центры 4 обрабатываемые валы прижимают к упорам 5. Затем приводом 26 и клином 25 плиту 1 прижимают к корпусу 2., Стол станка сообщает устройству ограниченный вертикальный подъем, обеспечивая взаимодействие обрабатываемых валов с вращающимися фрезами (на чертежах не показаны). После обработки шпоночных пазов стол вместе с устройством опускают, .а приводом 26 отводят клин 25, освобождая плиту 1. Затем приводом 9 через шток 12 перемещают вправо ползун 13 с собачками 14 и 15, которые выходят в окна 21 и 22. При этом собачка 14 зацепляется за выступ 16 и передвигает плиту в следующую позицию обработки. В этом положении приводом 26 и клином 25 плиту 1 вновь прижимают к корпусу 2, а приводом 9 возвращают ползун 13 с собачками 14 и 15 в первоначальное положение. Затем обрабатывают следующий ряд щпоночных пазов, последовательно перемещая плиту за выступы 17 и 18 на разные расстояния, соответствующие очередным позициям обработки. После,очередного цикла обработки изделий позиционирование плиты 1 посредством собачки 14 заканчивается. При следующем позиционировании, благодаря смещению плиты 1 вправо вдоль окна 22 собачка 15 за выступ 19 передвигает плиту на большее, чем в любом из предыдущих сл}чаев расстояние за тот же рабочий ход привода 9. По мере перемещения плиты вправо кронштейн 11 перемещает шток привода 10 в крайнее правое положение. По окончании цикла обработки приводом 10 через кронштейн 11 возвращают плиту в исходное положение. Формула изобретения Устройство для обработки шпоночных пазов на изделиях типа валов, содержащее плиту с зажимами, центрирующими эле.ментами и упорами и привод перемещения плиты относительно центрирующих элементов, отличающееся тем, что, с целью повыщения производительности и точности обработки, устройство снабжено связанным с приводом перемещения плиты ползуном с установленными на нем с возможностью поворота, подпружиненными собачками и размешенной между плитой и ползуно.м пластиной с окнами для собачек, а на плите выполнены в соответствии с позициями обработки выступы для взаимодействия с собачками, причем плита снабжена отдельным приводом возврата ее в исходное положение и механизмом фиксации. Источники информации, принятые во вни.мание при экспертизе: 1. Ансеров М. А. Приспособление для металлорежущих станков. Л., 1975, с. 561 - 562.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поворотный зажимной патрон | 1976 |
|
SU665998A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1980 |
|
SU889430A1 |
| Устройство для автоматической смены инструмента металлорежущего станка | 1985 |
|
SU1414548A1 |
| Металлорежущий станок | 1975 |
|
SU858550A3 |
| Устройство для перекладки изделий | 1980 |
|
SU893805A2 |
| Штамп для зачистки | 1991 |
|
SU1830298A1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1977 |
|
SU668802A1 |
| Делительный стол | 1980 |
|
SU931355A1 |
| Устройство для перекладки изделий | 1977 |
|
SU650948A1 |
/г
fff
3 5
иг.г
25
