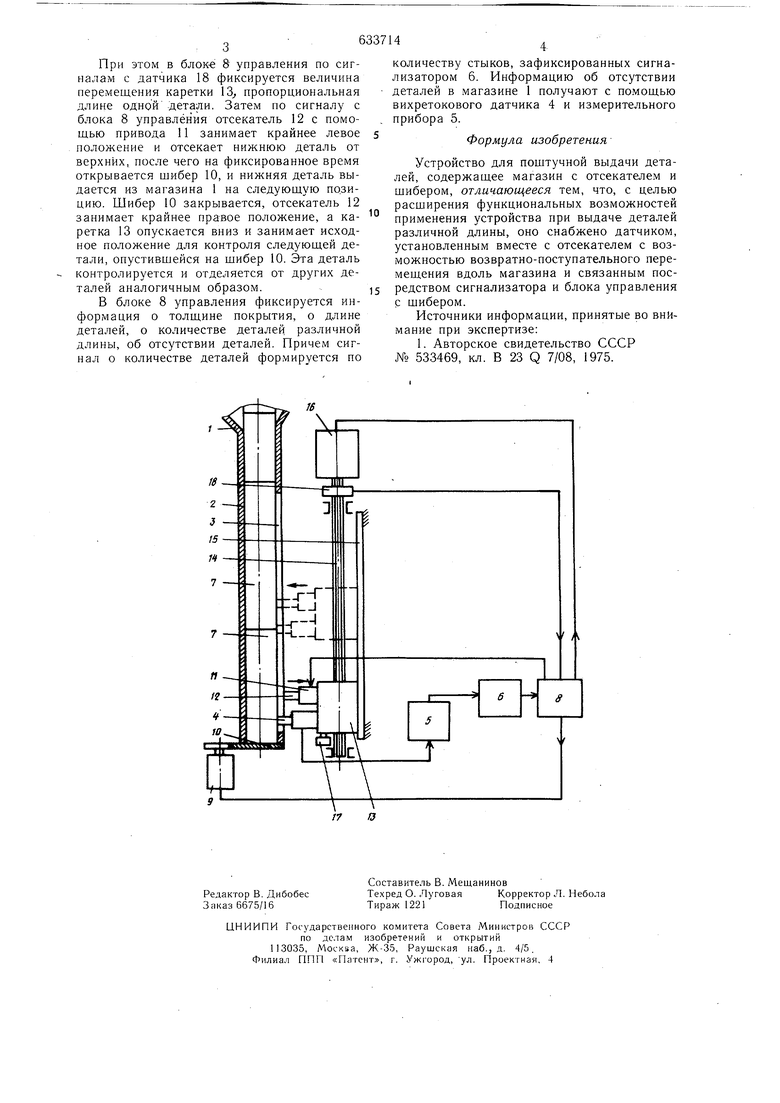
При этом в блок« 8 управления по сигналам с датчика 18 фиксируется величина неремендения каретки 13 пропорциональная длине одной детали. Затем по сигналу с блока 8 управлёния отсекатель 12 с помощью привода 11 занимает крайнее левое положение и отсекает нижнюю деталь от верхних, после чего на фиксированное время открывается шибер 10, и нижняя деталь выдается из магазина 1 на следующую позицию. Шибер 10 закрывается, отсекатель 12 занимает крайнее правое положение, а каретка 13 опускается вниз и занимает исходное положение для контроля следующей детали, опустивщейся на щибер 10. Эта деталь контролируется и отделяется от других деталей аналогичным образом.
В блоке 8 управления фиксируется информация о толщине покрытия, о длине деталей, о количестве деталей различной длины, об отсутствии деталей. Причем сигнал о количестве деталей формируется по
количеству стыков, зафиксированных сигнализатором 6. Информацию об отсутствии деталей в магазине 1 получают с помощью вихретокового датчика 4 и измерительного прибора 5.
Формула изобретения
Устройство для пощтучной выдачи деталей, содержащее магазин с отсекателе.м и щибером, отличающееся тем, что, с целью расщирения функциональных возможностей применения устройства при выдаче деталей различной длины, оно снабжено датчиком, установленным вместе с отсекателем с возможностью возвратно-поступательного перемещения вдоль магазина и связанным посредством сигнализатора и блока управления с щибером.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 533469, кл. В 23 Q 7/08, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU795873A2 |
| Устройство для загрузки в кассету выводов в виде стержней | 1980 |
|
SU995159A1 |
| Устройство для поштучного отделения деформированных листов от стопы | 1983 |
|
SU1171162A2 |
| Устройство для поштучной выдачи деталей на сборку под сварку | 1981 |
|
SU958069A1 |
| Устройство для сборки деталей типа вал-втулка | 1974 |
|
SU516499A1 |
| Загрузочно-разгрузочное устройство | 1981 |
|
SU992159A1 |
| Устройство для отделения заготовок от стопы | 1985 |
|
SU1224067A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Роботизированный технологический комплекс прессования изделий из таблетированных пресс-материалов | 1988 |
|
SU1512785A1 |
