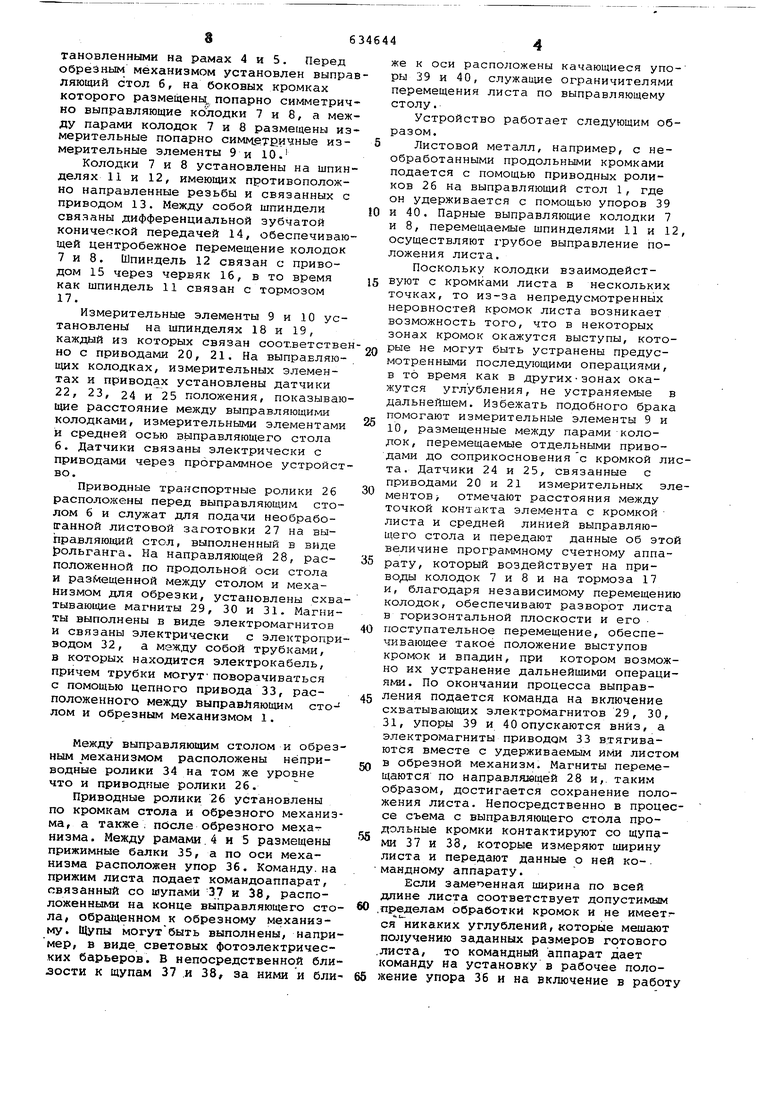
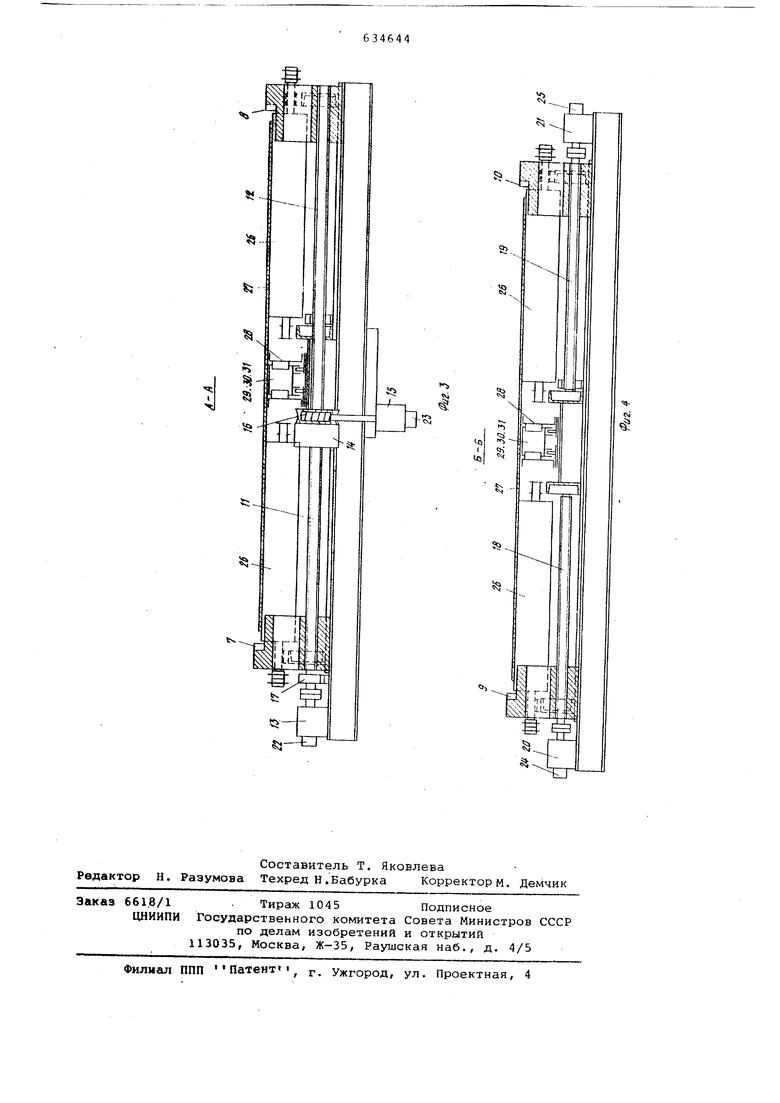
Изобретение относится к обработке металлов давлением и может быть использовано для подготовки листовых заготовок при получении труб с продол ным сварным швом. Известно устройство для обрезки кромок листов, содержашее обрезной механизм, установленный роосно ему выправляющий стол, выполненный в вид рольганга, вдоль оси которого в направляющих расположены удерживающи магниты и параллельные оси стола выправляющие элементы, установленные по краям стола l . Недостатком известного устройства является то, что установка листов и их замеры занимают значительную част времени, что снижает производительность .процесса. Кроме того, затраты времени возрас тают при изготовлении толстостенных труб большого диаметра в случае, ког да листы поступают в состоянии сьфце вого проката, размеры которого колеб лются . Цель изобретения - повышение производительности за счет сокращения времени обработки кромок и обеспече НИН непрерывного цикла работы. Это достигается за счет того, что устройство снабжено механизмом для коррекции положения листа, выполненным в виде измерительных элементов с датчиками, установленных на столе попарно симметрично относительно оси стола с возможностью независимого перемещения элементов каждой пары в направлении один к другому, а выправляющие элементы выполнены в виде колодок и попарно соединяющих колодки винтовых шпинделей с приводами, при этом измерительные элементы размещены между парами направляющих колодок, а датчики связаны.электрически с приводами шпинделей. Устройство снабжено механизмом для отбраковки листов, выполненный- в виде установленных на обрезном механизме откидных стопоров и расположенных между выправляющим столом и обрезным механизмом щупов с датчиками, связанными со стопорами. На фиг. 1 показано устройство, вид в плане; на фиг. 2 - то же, вид сбокэ ; на фиг. 3 - разрез по А-А на фиг. 1 на фиг. 4 - разрез по Б-Б на фиг. 1. Устройство содержит обрезной механизм 1, выполненный в виде строгального станка, с суппортами 2 и-3, установленными на рамах 4 и 5. Перед обреЭным механизмом установлен выправляющий стол б, на боковых кромках которого размещенц, попарно симметрично выправляющие колодки 7 и 8, а межЛУ парами колодок 7 и 8 размещены измерительные попарно симмйтеичные измерительные элементы 9 и 10.
Колодки 7 и 8 установлены на шпинделях И и 12, имеющих противоположно направленные резьбы и связанных с приводом 13. Между собой шпиндели связаны дифференциальной зубчатой конической передачей 14, обеспечивающей центробежное перемещение колодок 7 и 8. Шпиндель 12 связан с приводом 15 через червяк 16, в то время как шпиндель 11 связан с тормозом 17.
Измерительные элементы 9 и 10 установлены на шпинделях 18 и 19, каждый из которых связан соот.ветственно с приводами 20, 21. На выправляющих колодках, измерительных элементах и приводах установлены датчики 22, 23, 24 и 25 положения, показывающие расстояние между выправляющими колодками, измерительными элементами и средней осью выправляющего стола 6. Датчики связаны электрически с приводами через программное устройство.
Приводные транспортные ролики 26 расположены перед выправляющим столом 6 и служат для подачи необработанной листовой заготовки 27 на выправляющий стол, выполненный в виде рольганга. На направляющей 28, расположенной по продольной оси стола и размещенной между столом и механизмом для обрезки, установлены схватывающие магниты 29, 30 и 31. Магниты выполнены в виде электромагнитов и связаны электрически с электроприводом 32, а между собой трубками, в которых находится электрокабель, причем трубки могутповорачиваться с помощью цепного привода 33, расположенного между выправляющим столом и обрезным механизмом 1.
Между выправляющим столом и обрезным механизмом расположены нёприводные ролики 34 на том же уровне что и приводные ролики 26.
Приводные ролики 26 установлены по кромкам стола и обрезного механизма, а также после обрезного меха низма. Между рамами.4 и 5 размещены прижимные балки 35, а по оси механизма расположен упор 36. Команду, на прижим листа подает командоаппарат, связанный со шупамй 37 и 38, расположенными на конце выправляющего стола, обращенном к обрезному механизму. Щупы могутбыть выполнены, например, в виде световых фотоэлектрических барьеров. В непосредственной близости к щупам 37 .и 38, за нилш и ближе к оси расположены качающиеся упоры 39 и 40, служащие ограничителями перемещения листа по выправляющему столу.
Устройство работает следующим образом.
Листовой металл, например, с необработанными продольными кромками подается с помощью приводных роликов 26 на выправляющий стол 1, где он удерживается с помощью упоров 39
и 40. Парные выправляющие колодки 7 и 8, перемещаемые шпинделями 11 и 12, осуществляют хрубое выправление положения листа.
Поскольку колодки взаимодействуют с кромками листа в нескольких точках, то из-за непредусмотренных неровностей кромок листа возникает возможность того, что в некоторых зонах кромок окажутся выступы, которые не могут быть устранены предусмотренными последующими операциями, в то время как в других-зонах окажутся углубления, не устраняемые в дальнейшем. Избежать подобного брака помогают измерительные элементы 9 и 10, размещенные между парами колодок, перемещаемые отдельными приводами до соприкосновения с кромкой листа. Датчики 24 и 25, связанные с приводами 20 и 21 измерительных элементов отмечают расстояния между точкой контакта элемента с кромкой листа и средней линией выправляющего стола и передают данные об этой величине программному счетному аппарату, который воздействует на приводы колодок 7 и 8 и на тормоза 17 и, благодаря независимому перемещению колодок, обеспечивают разворот листа в горизонтальной плоскости и его
поступательное перемещение, обеспечивающее такое положение выступов кромок и впадин, при котором возможно их устранение дальнейшими операциями. По окончании процесса выправления подается команда на включение схватывающих электромагнитов 29, 30, 31, упоры 39 и 40 опускаются вниз, а электромагниты приводом 33 втягиваются вместе с удерживаемым ими листом
в обрезной механизм. Магниты перемещаются по направляющей 28 и,, таким образом, достигается сохранение положения листа. Непосредственно в процессе съема с выправляющего стола продольные кромки контактируют со щупами 37 и 38, которые измеряют ширину листа и передают данные о ней ко-. мандному аппарату.
Если замененная ширина по всей длине листа соответствует допустимым
.пределам обработки кромок и не имеется никаких углублений, которые мешают получению заданных размеров готового .листа, то командный аппарат дает команду на установку в рабочее положение упора 36 и на включение в работу прижимных балок 35, которые фиксируют положение листа в обрезном механи ме. При этом электромагниты отключаются и возвращаются в исходное полож ние. Колодки и измерительные элемент занимают свое крайнее положение, а упоры поднимаются вверх для задержки следующего листа металла. Одновременно на обрезном механизм происходит обработка кромок листа. По окончании обработки лист подается на приводные ролики, расположен ные за обрезным механизмом, для дал нейшей его транспортировки и переработки в трубу. В обрезной механизм тут же подает ся уже установленный в необходимое для обработки положение следующий лист. В случае, если результат измерени ширины листа щупами 37 и 38 выпадет из допустимых величин, бракованный лист проходит без обработки обрезной механизм, затем выводится из потока не прерывая при этом процесс выправления и кромкообработки другого листа. Предлагаемое устройство обеспечивает высокую производительность за счет организации обработки листов в потоке и автоматической их отбраковки . Формула изобретения 1. Устройство для обрезки кромок листов, содержащее обрезной механизм установленный соосно ему выправляю4щий стол, выполненный в виде рольган га, вдоль оси которого в направляющих расположены удерживающие магниты и параллельные выправляюише элементы, установленные по краям стола, отличающееся тем, что, с целью повышения производительности, устройство снабжено механизмом для коррекции положения листа, выполненным в виде измерительных элементов с датчиками, установленных на столе попарно . симметрично относительно оск стола с возможностью независимого перемещения элементов каждой пары в направлении один к другому, а выправляющие элементы выполнены в виде колодок и попарно соединяющих колодки винтовых шпинделей с приводами, при этом измерительные элементы размещены между парами выправляющих колодок, а датчики связаны электрически с приводами шпинделей. 2. Устройство ПОП.1, ОТЛИчающееся тем, что оно снабжено механизмом для отбраковки листов, выполненным в виде установленных на обрезном механизме откидных стопоров и расположенных между выправляющим, столом и обрезным механизмом, щупов с датчиками, связанными со стопорами. Источники информации, принятые во внимание гфи экспертизе: 1. Патент Германии 521929, кл. 49 С 31/04, 1931.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки изделий в контейнер с лотками | 1985 |
|
SU1312000A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОЛОС, ЛИСТОВ И СПОСОБ ОПРЕДЕЛЕНИЯ И/ИЛИ КАЛИБРОВКИ ЗАЗОРА МЕЖДУ НОЖАМИ У ТАКОГО УСТРОЙСТВА | 2008 |
|
RU2448817C2 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1682019A1 |
| Станок для обработки кромок под сварку | 1976 |
|
SU579872A3 |
| Устройство для автоматизированного контроля соосности и центровки механических конструкций | 2016 |
|
RU2639993C1 |
| КЛАССИФИКАТОР ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1971 |
|
SU296180A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Линия форматной обрезки листовых материалов | 1982 |
|
SU1065190A1 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Автомат для обрезки концов моркови | 1972 |
|
SU441918A1 |


К,
65
25
Л
Si.
