1
Изобретение относится к антенной технике и может быть использовано при разметке центров отверстий под рупоры в блоках антенных устройств.
Известны способы разметки центров отверстий на внутренней поверхности сферической детали, например блока антенного устройства, на разметочно-сверлильном станке, при которых метки наносят посредством осуществления относительного перемещения заготовки и шпинделя станка в плоской прямоугольной системе координат 1.
Недостатком известных способов является недостаточная точность разметки в крупногабаритных сферических деталях.
Целью изобретения является повышение точности разметки в крупногабаритных сферических деталях.
Для этого заготовку располагают таким образом, чтобы экваториальная плоскость сферы, частью которой является блок, была перпендикулярна к плоскости указанной системы координат и параллельна одной из ее осей, пересчитывают координаты центров отверстий из сферической системы в прямоугольную систему координат и размечают сначала центры отверстий, лежащих на одной параллели, а затем осуществляют переход к остальным параллелям.
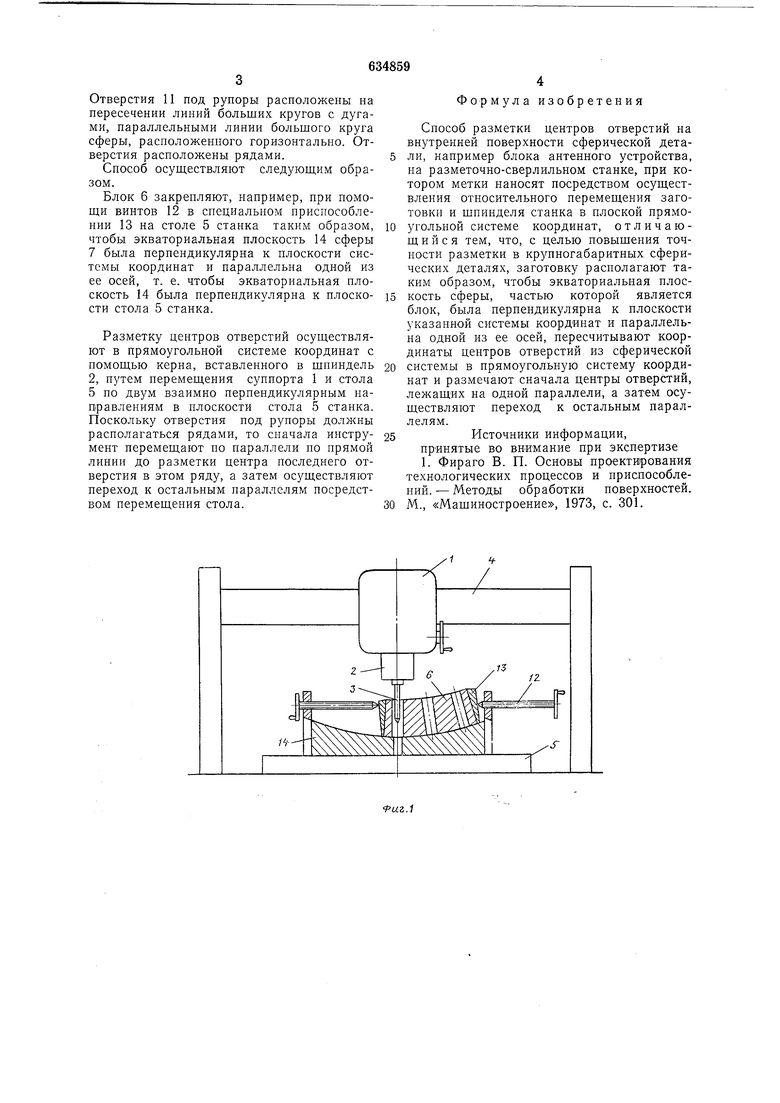
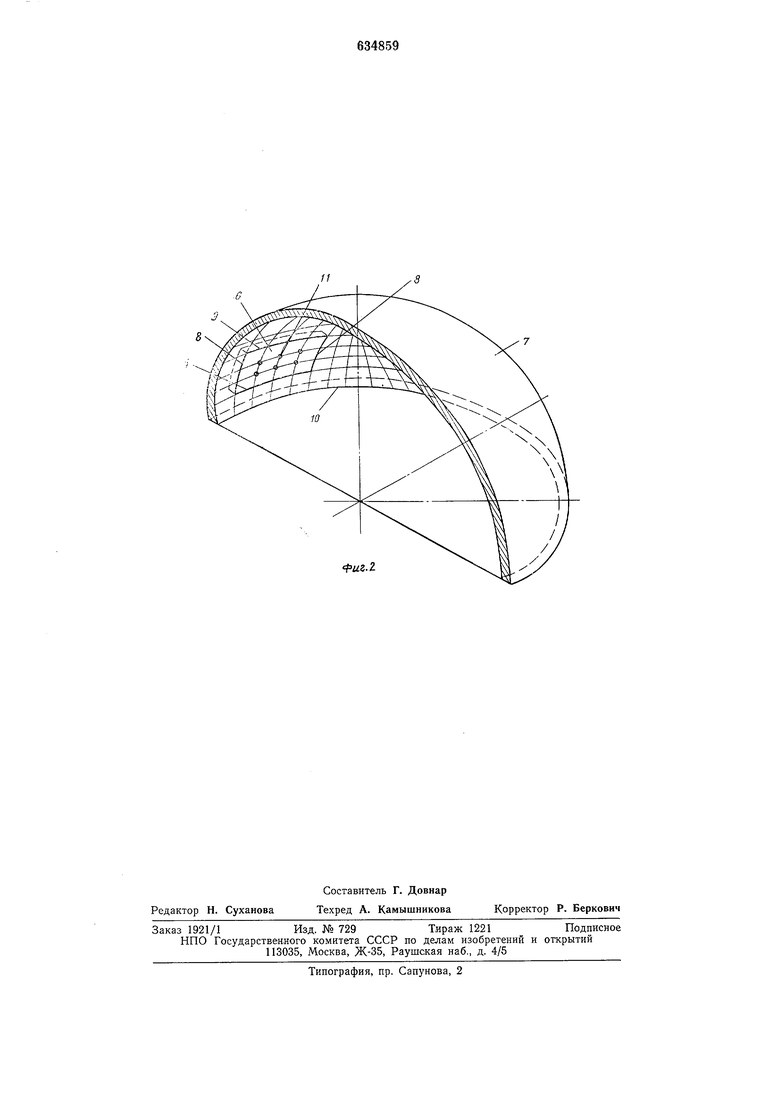
На фиг. 1 показано устройство, в котором реализован предложенный способ; на фиг. 2 - блок антенного устройства с метками центров отверстий под рупоры на вогнутой поверхности сферы.
Предложенный способ реализован, например, в устройстве, которое содержит суппорт 1 со шпинделем 2, керном 3 для разметки центров отверстий, который перемещают по направляющей 4. Стол 5 станка может перемещаться в направлении, перпендикулярном к перемещению суппорта. Станок снабжен отсчетным устройством (не показано) для контроля перемещения суппорта 1 и стола 5.
Блок 6 антенного устройства, на внутренней сферической поверхности которого требуется разметить центры отверстий, является частью сферы 7 большого радиуса. Часть сферы, представляющая собой блок антенного устройства, ограничена двумя линиями 8 больших кругов и двумя дугами 9, параллельными линии 10 большого круга сферы, расположенного горизонтально.
Отверстия И под рупоры расположены на пересечении линий больших кругов с дугами, параллельными линии большого круга сферы, расположенного горизонтально. Отверстия расположены рядами.
Способ осуш,ествляют следуюш;им образом.
Блок 6 закренляют, например, при помощи винтов 12 в специальном приспособлении 13 на столе 5 станка таким образом, чтобы экваториальная плоскость 14 сферы 7 была перпендикулярна к плоскости системы координат и параллельна одной из ее осей, т. е. чтобы экваториальная плоскость 14 была перпендикулярна к плоскости стола 5 станка.
Разметку центров отверстий осуш,естБЛяют в прямоугольной системе координат с номош,ью керна, вставленного в шпиндель 2, путем неремещения суппорта 1 и стола 5 по двум взаимно перпендикулярным направлениям в плоскости стола 5 станка. Поскольку отверстия под рупоры должны располагаться рядами, то сначала инструмент перемещают но параллели по прямой линии до разметки центра последнего отверстия в этом ряду, а затем осуществляют переход к остальным параллелям посредством перемещения стола.
Формула изобретения
Способ разметки центров отверстий на внутренней поверхности сферической детали, например блока антенного устройства, на разметочно-сверлильном станке, при котором метки наносят посредством осуществления относительного перемещения заготовки н шнинделя станка в плоской прямоугольной системе координат, отличающийся тем, что, с целью повышения точности разметки в крупногабаритных сферических деталях, заготовку располагают таким образом, чтобы экваториальная плоскость сферы, частью которой является блок, была перпендикулярна к плоскости указанной системы координат и параллельна одной из ее осей, пересчитывают координаты центров отверстий нз сферической системы в нрямоугольную систему координат и размечают сначала центры отверстий, лежащнх на одной параллели, а затем осуществляют переход к остальным параллелям.
Источники информации, принятые во внимание нри экспертизе 1. Фираго В. П. Основы проектирования технологических процессов и приспособлений.- Методы обработки новерхностей. М., «Мащиностроение, 1973, с. 301.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки радиально расположенных отверстий | 1977 |
|
SU634858A1 |
| СПОСОБ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК СЛОЖНОЙ ФОРМЫ НА МНОГОКООРДИНАТНЫХ СТАНКАХ | 2014 |
|
RU2563567C2 |
| Способ разметки деталей приварного насыщения на поверхности в помещении судна | 1990 |
|
SU1795282A1 |
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| Двухкоординатная инструментальнаягОлОВКА для CTAHKOB C чиСлОВыМпРОгРАММНыМ упРАВлЕНиЕМ | 1979 |
|
SU814594A1 |
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВОК СЛОЖНОЙ ФОРМЫ НА МНОГОКООРДИНАТНЫХ СТАНКАХ | 2014 |
|
RU2574907C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1993 |
|
RU2089445C1 |
| Способ разметки заготовок под резку | 1986 |
|
SU1425454A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ШАРОВ ИЗ ПРИРОДНОГО КАМНЯ (ВАРИАНТЫ) | 2019 |
|
RU2719800C1 |
fuz.
