1
Изобретение относится к области станкостроения и может быть использовано при проведений модельных и лекальных работ при обработке сложных поверхностей деталей на металлорежущих станках.
Известны способы обработки сложных поверхностей, при которых фрезе сообщают вращение и перемещение по криволинейной траектории, образующей профиль обрабатываемой поверхности. Обработку производят строчками, причем каждая строчка начинается и кончается на плоскости, перпендикулярной к плоскостям движения инструмента, пересекающей эти плоскости и проходящей через центры криволинейных образующих. При этом криволинейная поверхность формируется ленточными поверхностями, касательными к формируемой поверхности.
Однако существующие способы обработки не позволяют устранить прерывности первой производной участков кривых при рассмотрении формируемого контура в плоскости, одновременно перпендикулярной к плоскости начала и конца строчек обработки и плоскостям обработки, что в свою очередь не позволяет получить поверхности детали достаточной точности и чистоты обработки.
Целью изобретения является повыщение чистоты и точности обрабатываемой поверхности.
Поставленная цель достигается тем, что в описываемом способе фрезу перемещают в двух взаимно перпендикулярных сериях плоскостей по траекториям, образованным путем сопряжения точек профиля детали, полученного при пересечений поверхности детали с плоскостями движения фрезы, нричем эти плоскости в каждой серии параллельны друг другу и перпендикулярны к плоскостям последующей серии.
Фрезу проводят дважды через каждую точку поверхности детали, причем при втором перекрестном проходе устраняются следы ленточной обработки от предыдущей серии проходов.
Кроме того, следы фрезерной обработки в виде четырехсторонней волны, заданная высота которой равна величине допуска, удаляют полированием с одновременным приближением к номинальным размерам.
Описываемый способ поясняется чертежом.
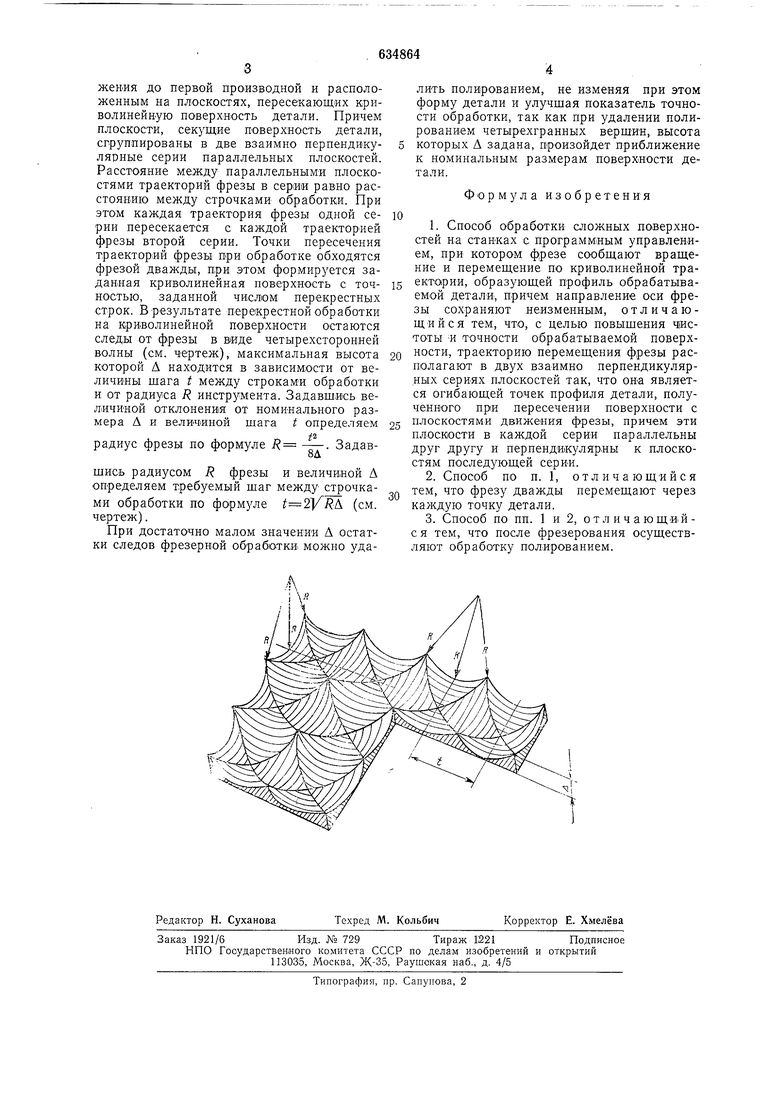
При обработке деталей со сложной поверхностью их криволинейная поверхность формируется фрезой, которая перемещается по кривым, образованным сопряжеНИя до первой производной и расположенным на плоскостях, пересекающих криволинейную поверхность детали. Причем плоскости, секуи йе поверхность детали, сгрз ппированы в две взаимно перпендикулярные серии параллельных плоскостей. Расстояние между параллельными плоскостями траекторий фрезы в серии равно расстоянию между строчками обработки. При этом каждая траектория фрезы одной серии пересекается с каждой траекторией фрезы второй серии. Точки пересечения траекторий фрезы при обработке обходятся фрезой дважды, при этом формируется заданная криволинейная поверхность с точностью, заданной числом перекрестных строк. В результате перекрестной обработки на криволинейной поверхности остаются следы от фрезы в виде четырехсторонней волны (см. чертеж), максимальная высота которой Д находится в зависимости от величины шага t между строками обработки и от радиуса R инструмента. Задавп1ись величиной отклонения от номинального размера А и величинной шага t определяем
радиус фрезы по формуле . Задав8Д
шись радиусом R фрезы и величиной А определяем требуемый шаг между строчками обработки по формуле (см. чертеж).
При достаточно малом значении А остатки следов фрезерной обработки можно удалить нолированием, не изменяя при этом форму детали и улучшая показатель точности обработки, так как при удалении полированием четырехгранных вершин, высота которых А задана, произойдет приближение к номинальным размерам поверхности детали.
Формула изобретения
1.Способ обработки сложных поверхностей на станках с программным управлением, при котором фрезе сообщают вращение и перемещение по криволинейной траектории, образующей профиль обрабатываемой детали, причем направление оси фрезы сохраняют неизменным, отличающийся тем, что, с целью повышения Ч|Истоты -и точности обрабатываемой поверхности, траекторию перемещения фрезы располагают в двух взаимно перпендикулярных сериях плоскостей так, что она является огибающей то1чек профиля детали, полученного при пересечении поверхности с плоскостями движения фрезы, причем эти плосиости в каждой серии параллельны друг другу и перпендикулярны к плоскостям последующей серии.
2.Способ по п. 1, отличающийся тем, что фрезу дважды перемещают через каждую точку детали.
3.Способ по пп. 1 и 2, отличающи-йс я тем, что после фрезерования осуществляют обработку полированием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки лопасти радиально-осевой гидротурбины | 1982 |
|
SU1024184A1 |
| Способ пятикоординатной механической обработки пространственно-сложных криволинейных поверхностей | 1972 |
|
SU533294A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 1999 |
|
RU2170649C2 |
| Способ изготовления крыльчаток | 1990 |
|
SU1754347A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ФОРМЫ И СООТВЕТСТВУЮЩАЯ ФРЕЗА | 2004 |
|
RU2370348C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351443C2 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2023547C1 |
