Отличительнойособенностью
предлагаемого приснособлекия является примавек-ие износоунорного щупа, установленного на шлифуе;-.:ь1Й размер. Щуп этот находится в состоянии неустойчивого равновесия. Шлифовальный круг иосле снятия припуска с обрабатываемого изде;1 :я касается щупа и выводит его из состояния равновесия. Шуи при этом касается упора и замыкает контакт сигнальной цепи или контакт выключения подачи (или ставка).
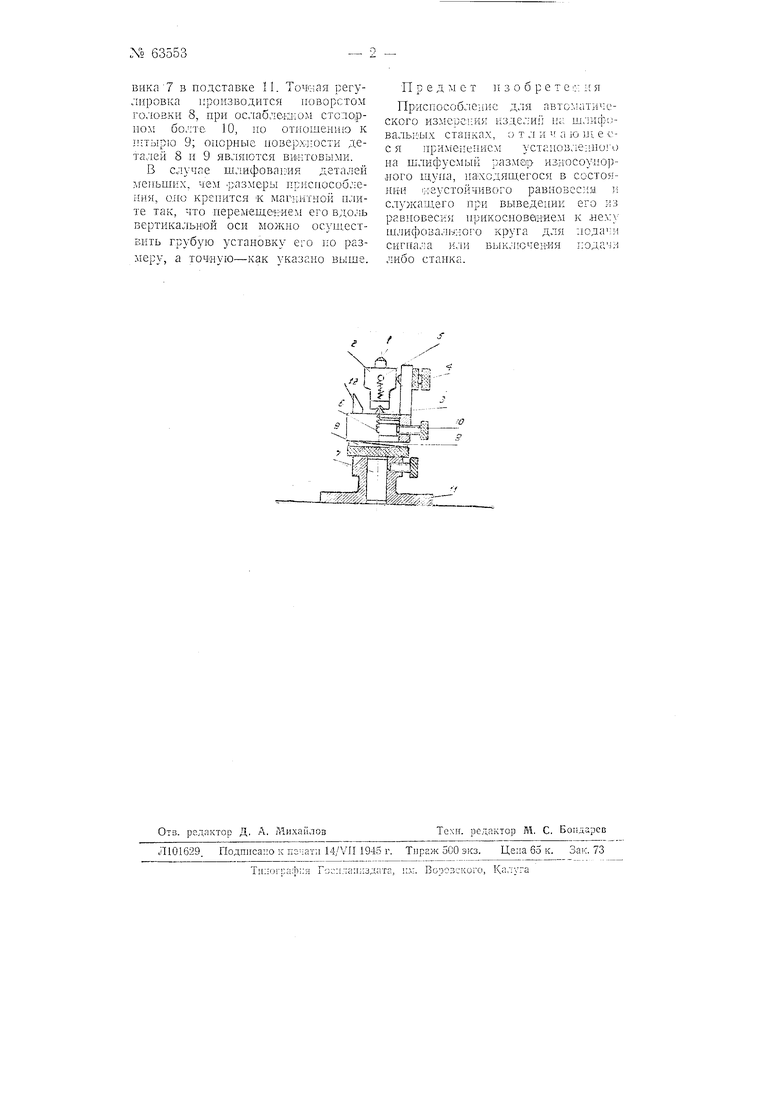
На чертеже дана схема предлагаемого приспособления.
Приспособление состоит из падающей дужки 2 с закреплё;и- ым в .ней щупом 1 из алмаза или твёрдого сплава. Дужка 2 лежит на двух призмах 3 и растяиута двумя пружинами 4. по одной с каждой стороны её. Вер-хщие концы нружин 4 закреплены подвижно в щпильке 5 падающей дужки. Нижние концы пружин прикреплены подвижно к шпильке 6 в корпусе приспособления. Таким образом точка приложе| -:ия силы к дужке расположена выше её точки опоры. Если при взведё1К,ной дужке приложить усилие и вывести её из состояния равновесия,
когда ось шиилькн 5 и призмы 3 находятся на одг.О линии, то .дужка упадёт и упрётся в упор 12. Если зто приспособлечи.е поместить на магнитной плите. предварительно установив по эта.юиу высоту щупа на размер Л ГОТОЕ.ОГО изделия, и загрузить маггнг;т;;ую илиту изде. с прип-ускам; на ш,1ифовку, то, когда будет соиглифован прииуск с деталеГ; и шлифованный круг коснётся щупа, он- сбросит дужку, выведя её из состояа ия равновесия.
Нри падении дужки на упор 12 могут быть замкнуты электрические ко;1такты. сигнализирующие о получе|нком размере или одновре eинo выключающие подачу с тем, чтобы последующей искровой доводкой отшлифовать изделия, загруженные на плите, до размера.
В последнем случае возможно и включение через реле времени или счётное реле, которое через оиреде:1ённое время или число ходов после чернового шлифования искровой доводкой или переключением подачи заверщит работу чистовым шлифованием.
Грубая установка по размеру производится перемещением хвостовикп7 в подставке 1. Точная регулировка производится поворстом головки 8, при ос.таблееком столО|риол: болте. 10, по отношению к штырю 9; опорные повер х лости деталей 8 и 9 являются ввктовыми.
В случае шлифования деталей лгепьших. чем .размеры приегюеоблепия, оло крепится к маг}1итыой плите так, что перелгещением его вдоль вертикальной оси можно осуш,ествить грубую установку его по размеру, а точную-как указано вьпие.
П р е д м с т и 3 о б р е т е ; ;; я
Приспособ;1еиис для автоматического измерения изделии па шлифовальных стапках, о т л и ч а ю ш е я применением устаиовлелиоо иа шлифуемый размер из.ноеоуио :1лого гцупа, иаходяшегоея в состоянии неустойчивого равиовес;1я i служащего при выведении равювесия ирикосиованием ш.шфовальлого круга для лодаги сигиа;ш и.чи выключения нодачм либо станка.