Шлифующий и регулирующий крути бесцентрово-щлифовального станка в процессе работы непрерывно изнагшиваются и уменьшаются по наружному диаметру. Для получения определенного диаметра шлифуемой детали необходимо периодически пододвигать регулирующий круг к шлифовальному на.величину их износа и этим сохранять первоначальное расстояние между образующими кругов.
Известны приспособления к бесцентровому шлифовальному станку для автоматического сближения кругов соответственно требуемому размеру изделия, с применением соприкасающегося с обработанной поверх:ностью изделия щупа, управляющего электрической цепью для включения и выключения механизма сближения кругов. Однако подобного рода приспособления практического примене;ния не нашли на наших заводах.
Предлагаемое приспособление отличается от известных конструктивным выполнением механизма сближения кругов. В качестве такого механизма применен ходовой винт са31 Свод в. 8.
лазок регулирующего круга с храповым приводом. При включении соленоида щупом рычаг храпового привода с храповой собачкой на нем поворачивается в рабочее положение, а при выключении соленоида рычаг выводится в нерабочее положение.
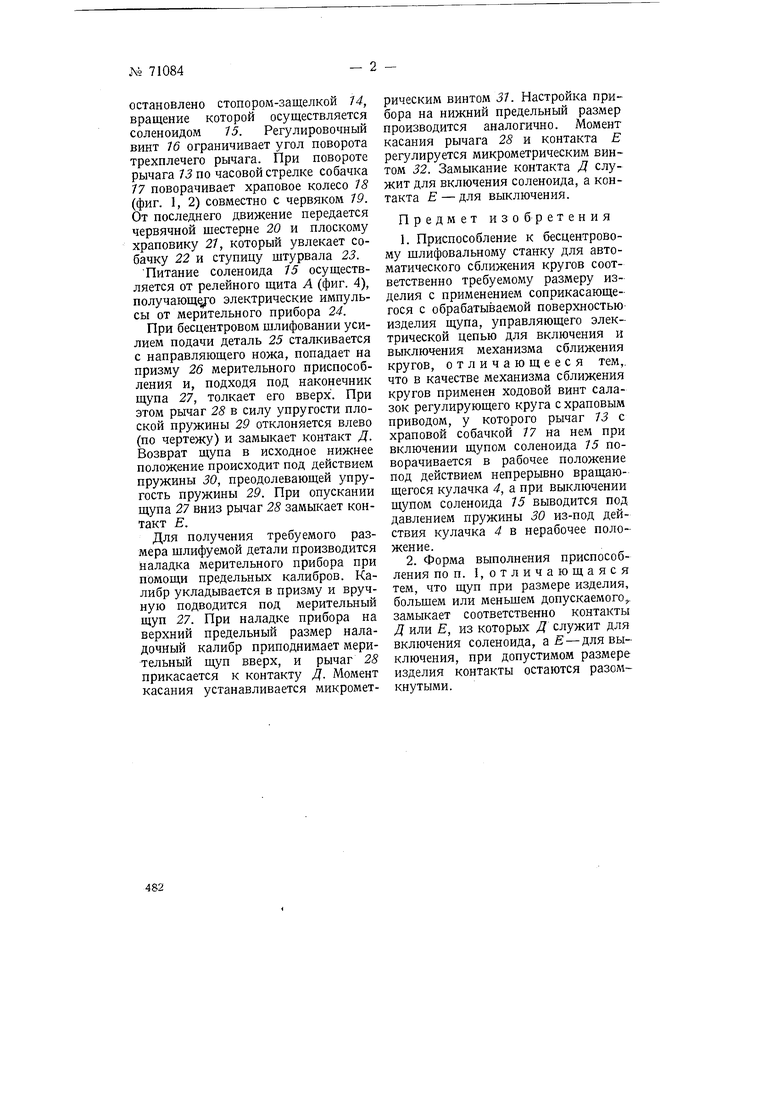
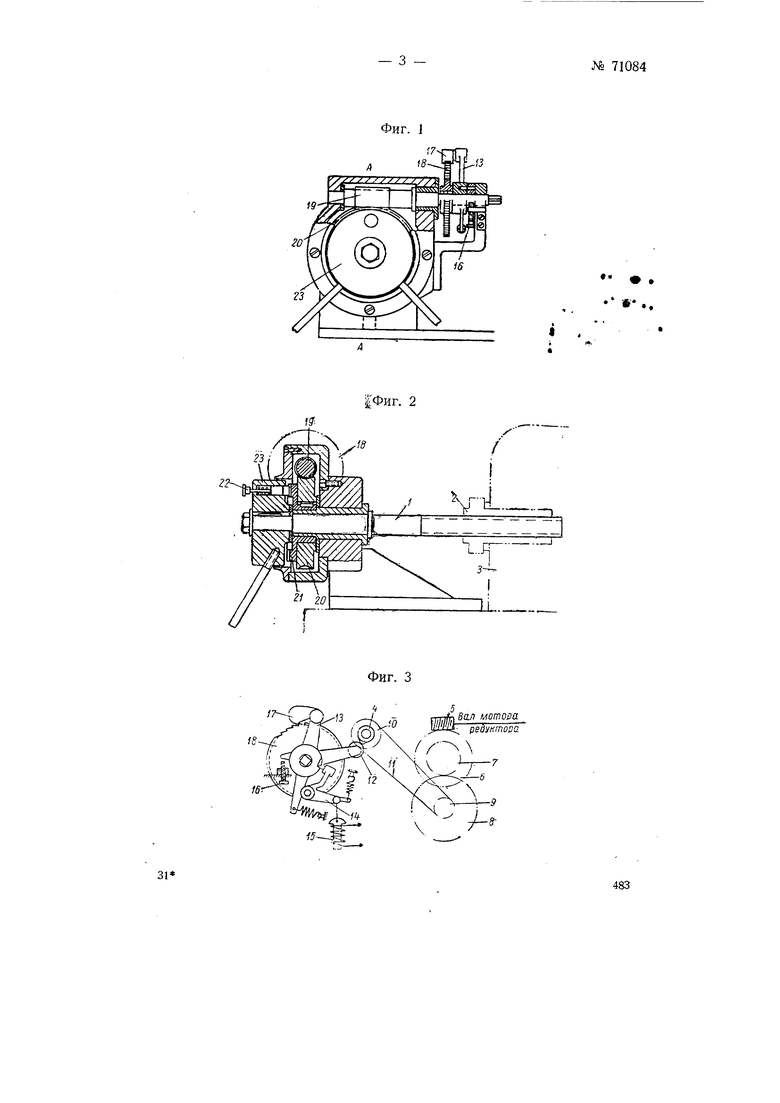
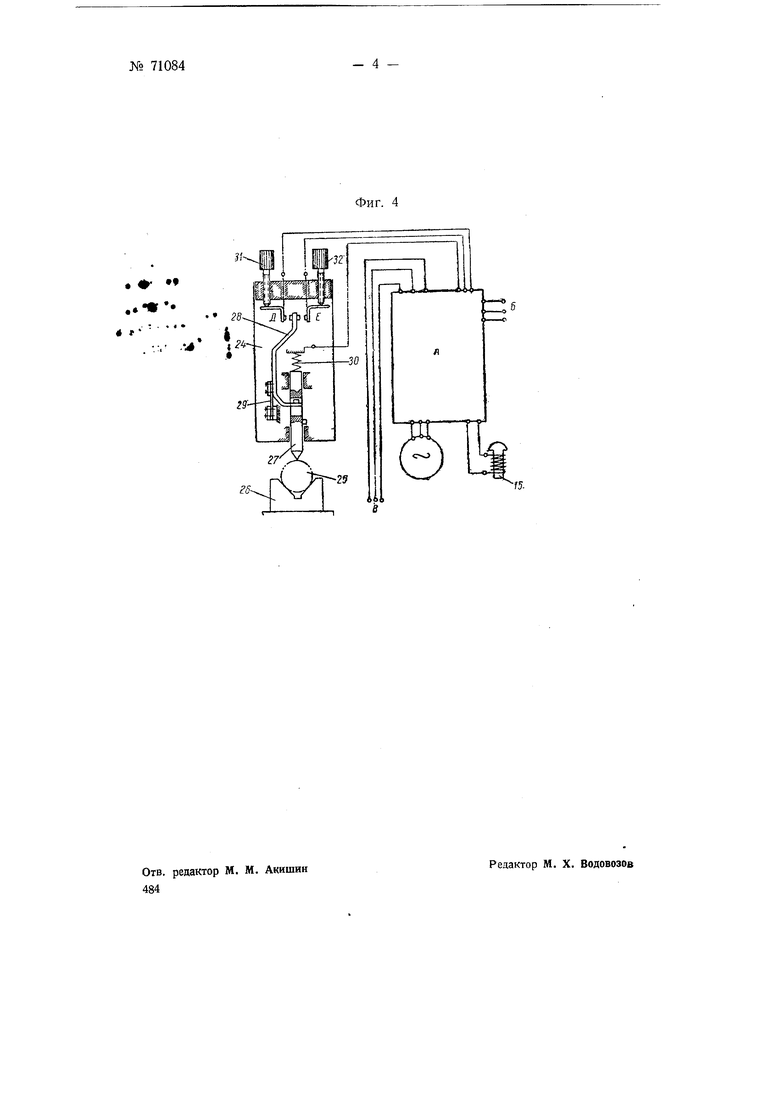
На фиг. 1 изображен боковой вид приспособления с частичным разрезом; на фиг. 2 - разрез приспособления по линии А-А; на фиг. 3 - кинематическая схема привода приспособления и на фиг. 4 - электрическая схема мерительного прибора.
Винт 7 станка (фиг. 2) при помощи гайки 2 передвигает бабку 3 регулирующего круга. Вращение винта 7 (фиг. 3) осуществляется посредством кулачка 4 подачи, который приводится во вращение от отдельного мотора посредством червячной пары 5, 6, сменных шестерен 7, 8 н цепной передачи 9, 70 к 77. За один оборот кулачка, взаимодействующего с роликом 72, происходит одно двойное качание трехплечего рычага 73. Качание рычага может быть при481
остановлено стопором-защелкой 14, вращение которой осуществляется соленоидом 15. Регулировочный винт 76 ограничивает угол поворота трехплечего рычага. При повороте рычага 13 по часовой стрелке собачка 17 поворачивает храповое колесо 18 (фиг. 1, 2) совместно с червяком 19. От последнего движение передается червячной шестерне 20 и плоскому храповику 27, который увлекает собачку 22 и ступицу штурвала 23.
Питание соленоида 15 осуществляется от релейного щита А (фиг. 4), получающ о электрические импульсы от мерительного прибора 24.
При бесцентровом шлифовании усилием подачи деталь 25 сталкивается с направляющего ножа, попадает на призму 26 мерительного приспособления и, подходя под наконечник щупа 27, толкает его вверх . При этом рычаг 28 в силу упругости плоской пружины 29 отклоняется влево (по чертежу) и замыкает контакт Д. Возврат щупа в исходное нижнее положение происходит под действием пружины 30, преодолевающей упругость пружины 29. При опускании щупа 27 вниз рычаг 28 замыкает контакт Е.
Для получения требуемого размера шлифуемой детали производится наладка мерительного прибора при помощи предельных калибров. Калибр укладывается в призму и вручную подводится под мерительный щуп 27. При наладке прибора на верхний предельный размер наладочный калибр приподнимает мерительный щуп вверх, и рычаг 28 прикасается к контакту Д. Момент касания устанавливается микрометрическим винтом 31. Настройка прибора на нижний предельный размер производится аналогично. Момент касания рычага 28 и контакта Е регулируется микрометрическим винтом 32. Замыкание контакта Д служит для включения соленоида, а контакта Е - для выключения.
Предмет изобретения
1.Приспособление к бесцентровому шлифовальному станку для автоматического сближения кругов соответственно требуемому размеру изделия с применением соприкасающегося с обрабатываемой поверхностью изделия щупа, управляющего электрической цепью для включения и выключения механизма сближения кругов, отличающееся тем,. что в качестве механизма сближения кругов применен ходовой винт салазок регулирующего круга с храповым приводом, у которого рычаг 13 с храповой собачкой 17 на нем при включении щупом соленоида 75 поворачивается в рабочее положение под действием непрерывно вращающегося кулачка 4, а при выключении щупом соленоида 75 выводится под давлением пружины 30 из-под действия кулачка 4 в нерабочее положение.
2.Форма выполнения приспособления по п. I,отличающаяся тем, что щуп при размере изделия, большем или меньшем допускаемого, замыкает соответственно контакты Д или Е, из которых Д служит для включения соленоида, аЕ - для выключения, при допустимом размере изделия контакты остаются разомкнутыми.
«
Фиг.
- ..
,S
31
483
ф. f
