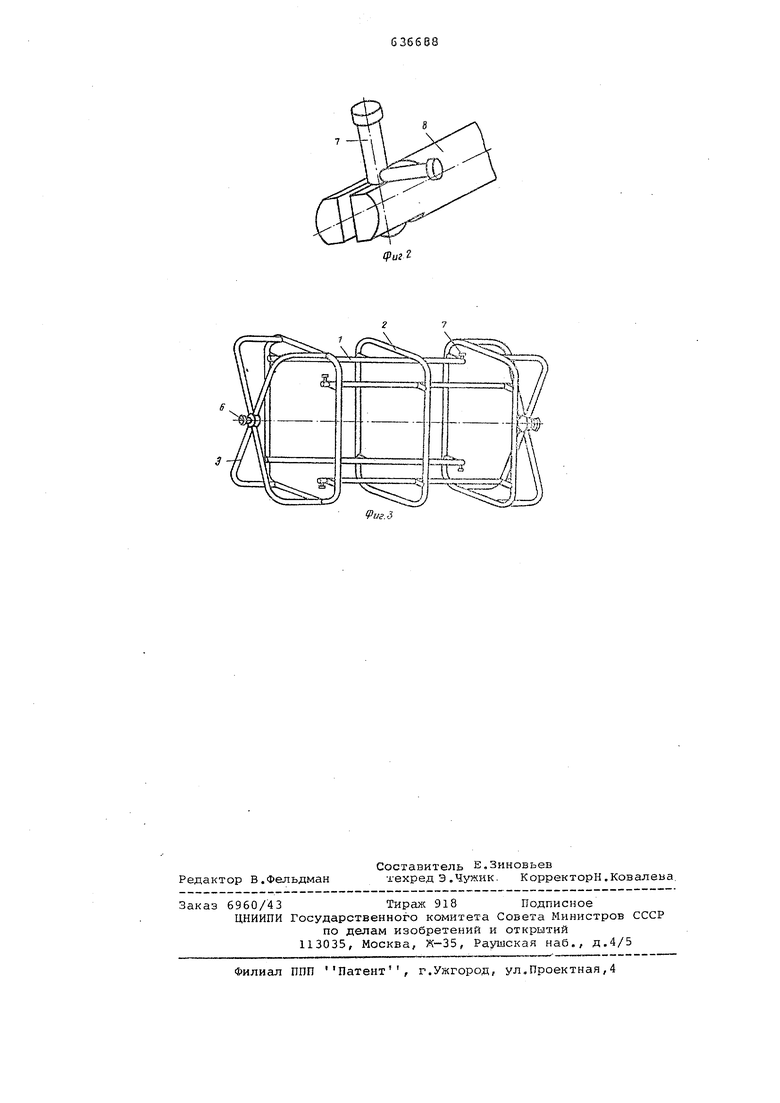
Изобретение относится к устройствам для изготовления изолирующих тел, к кассетам для пропитки шнур чулка электроизоляционных трубок, используемьвм в электротехнической промышленности при изготовлении коротких электроизоляционных трубок Известна кассета для пропитки в лаке-lifayp- чулка коротких электроизоляционных трубок. Такая кассета представляет собой два направляющих уголка, параллельно закрепленных на каретке для установки на них пакета рамок с намотанным шнур - чулком l Недостаток известной кассеты заключается в том, что она обеспечивает одновременное кантование на 180° всего пакета рамок с намотанным шнур - чулком при многократной пропи ке последнего в лаке согласно технологии изготовления гибких электроизоляционных трубок. Известна кассета, которая позволяет кантовать на одновременно весь пакет рамок, установленных в кассету 2. Такая кассета выполнена в виде прямоугольной клети, имеющей направляющие для установки рамок с намотанным шнур - чулком и связи с торцовыхсторон, снабженные цапфам для подвески кассеты на транспортные средства. Недостаток этой кассеты заключается в том, что для укладки рамок последние заводят .в проем между направляющими, поворачивая или наклоняя под некоторым углом. Поэтому, когда кассета загружена определенным количеством, рамок (примерно 80% длины направляющих), дальнейший ввод и укладка невозможны, в результате чего объем такой кассеты при загрузке ее рамками используется не полностью. Целью изобретения ййляется повышение производительности поточной линии для изготовления элёктроизоляционных трубок за счет улучшения использования объема кассеты. Указанная цель достигается тем, что направляющие клети снабжены подвижными упорами, а жесткие связи между цапфами и клетью расположены по диагоналям торцовых сторон клети и отогнуты от плоскости ее торцовых сторон, образуя проем для загрузки рамок. На фиг.1 изображена предлагаемая кассета в двух проекциях; на фиг.2 конец одной из верхних направляющих с подвижным упором; на фиг.З - кассета в аксонометрической проекции. Кассета для пропитки шнур - чулка электроизоляционных трубок содержит параллельно расположенные между собой направляющие 1, выполненные ввиде круглых стержней, консольно закрепленных во внутреннем пространст ве трех поясов жесткости 2, саязн 3, расположенные по диагоналям торцовых сторон кассеты и отогнутые от n.rjocкости ее торцовых сторон, образуя проемы 4, размеры которых согласуются с толщиной рамок 5, цапфы б, установленные в местах пересечения связей 3, и подвижные упоры 7, установленные на концах 8 направляющих 1. Кассета посредством цапф б устана ливается на подвеске 9 тележки 10 Подвесного конвейера 11. Установку пакета рамок в кассету - осуществляют следующим,-образом. Через проем 4 в кассету вводится рам ка 5 с намотанным шнур.-чулком, подлежащим пропитке, и по направляющим 1 рамка 5 перемещается к середине или к противоположной торцовой сторо не кассеты. После установки таким образом полного комплекта рамок 5 переводят упоры 7 на концах 8 маправ ляющих 1 в положение закрыто (см.фиг.2) для предотвращения самопроизвольного выпадания рамок 5 при кантовании кассеты. Затем последнюю с пакетом рамок 5 тележкой 10 подвес ного конвейер.а 11 направляют к ванн (на чертех;е не показана) с лаком для пропитывания намотанного на рамки 5 шнур - чулка. Последний пропитывают многократно и после каждого раза пропитки осуществляют кантованиекассеты с рамками на 180°. Разгрузку кассеты осуществляют в обратном порядке. Использование предлагаемой кассеты по сравнению с известной снижает трудоемкость при загрузке,разгрузке рамок примерно на 10-15 %., а ее вместимость при тех же габаритах известной конструкции кассеты увеличивается на 20%, что повышает производительность поточной линии по изготовлению коротких электроизоляционных трубок. Формула изобретения Кассета для пропитки шнур- чулка электроизо}шдионных трубок, выполненная в виде прямоугольной клети, содержащей направляющие для установки рамок с намотганным шнур - чулком и Цапфы подвески и кантования кассеты, жестко связанные с торцовыми сторо- клети, отличающаяся тем, что с целью повышения производительности за счет улучшения использования объема кассеты, направляющие клети снабжены подвижными упорами, а жесткие связи между цапфами и клетью расположены по диагоналям торцовых сторон клети и отогнуты от плоскости ее торцовых сторон, образуя проем для загрузки рамок. Источники информации, принятые во внимание при экспертизе: 1.Зубарев А.П. Электроизоляционные гибкие лакированные трубки, М., Энергия, 1972, с. 41. 2.Всесоюзный электротехнический институт им. В.и.Ленина, Шостокинский филиал, черт № 10АИ12020000, 1971.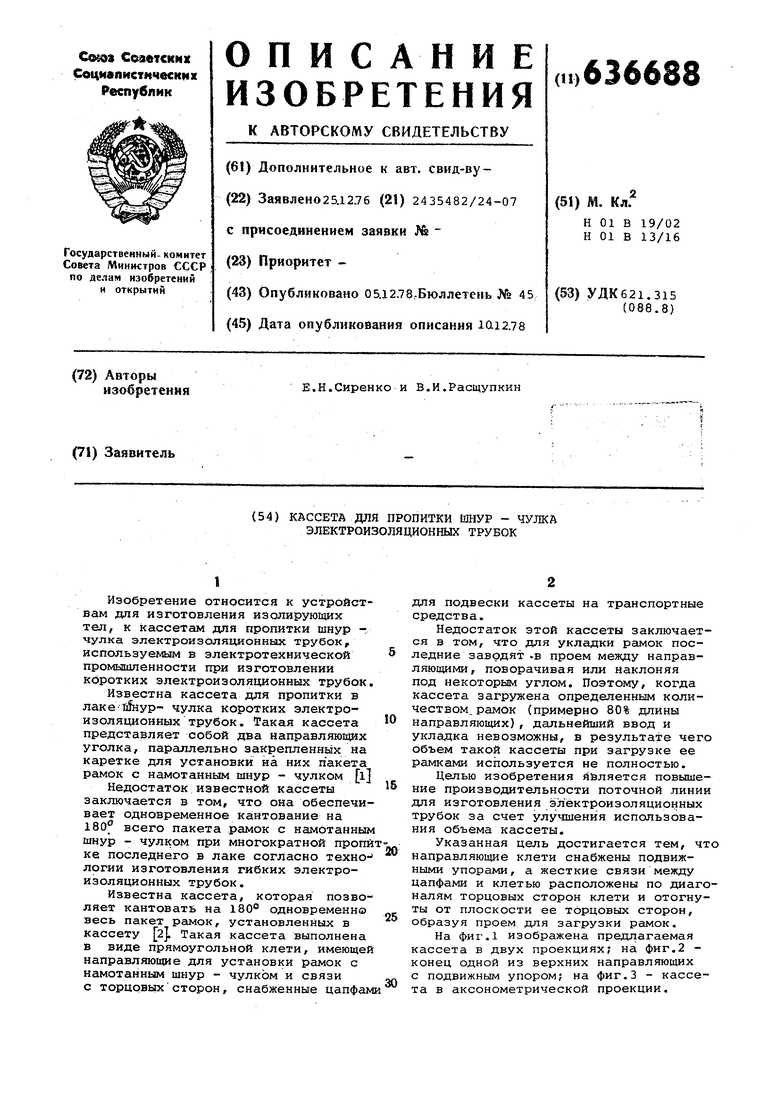

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛАКИРОВКИ ЭЛЕКТРОИЗОЛЯЦИОННЫХИЗДЕЛИЙ | 1969 |
|
SU232348A1 |
| Способ изготовления электроизоляцион-НОй ТРубКи | 1978 |
|
SU811336A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Способ перегрузки штучных изделий | 1983 |
|
SU1206177A1 |
| СПОСОБ ПРОПИТКИ СЛОИСТЫХ ЗАГОТОВОК НА ОСНОВЕ ТКАНЫХ НАПОЛНИТЕЛЕЙ И ЭПОКСИДНЫХ, КРЕМНИЙОРГАНИЧЕСКИХ И ПОЛИИМИДНЫХ СВЯЗУЮЩИХ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2020 |
|
RU2743422C1 |
| Станок для прокатки кольцевых изделий | 1977 |
|
SU742016A1 |
| Машина для изготовления форм | 1971 |
|
SU446347A1 |
| Устройство для доставки пакетированных и штучных грузов в шахту | 1989 |
|
SU1668701A1 |
| Способ изготовления электроизоляционных намоточных изделий | 1954 |
|
SU114975A2 |
| Устройство для загрузки и разгрузки кассет с табачными листьями | 1981 |
|
SU1050644A1 |
Pw. 1
