. / // У А , , Х-х ./. У. --% -Хх 1 Изобретение относится к области полиграфии, конкретнее - к методам изготовления печатных форм фотомеханическим способом из фотополимеризую14йхся материалов. Известны способы изготовления рельефных печатных форм из жидких фотополимеризующихся композиций (ЖФПК), заключающиеся в копировании изображения на слой ЖФПК с последую щим проявлением рельефного изображения, которое заключается в удалении незадубленной (незаполимеризовавшейся) части светочувствительног материала путем слива, отсоса сжаты воздухом или с помощью растворителя l .Известен способ изготовления рел ефных печатных форм из жидких фотополимеризующихся композиций путем копирования изображения на слой жид кой композиции с задубливанием ее под действием света и последующего проявления. В приведенном примере проявление печатных форм достигается применени растворителей., что ухудщает условия труда (в случае применения органических растворителей), требует операции сушки формы после проявления иприменения ЖФПК, растворимых в доступных растворителях, а также сп циальных устройств для очистки сточ ных вод или устройств регеиерации. Цель изобретения. - повысить технико-экономическую характеристику изготовления печатных форм из ЖФПК и расширить ассортимент .композицион ных .пригодных для изготовления форм С целью упрощения технологии изготовления печатных форм, проявлени проводят путем последовательного уда ления незадубленной ча;сти жидкой композиции с пробельных элементов печаИной формы посредством эластичного ракеля с возможностью последующего съема композиции. В качестве ракэля могут использоваться валики Или полотна с эластичной поверхностью, твердостью по Шору А. от 10 до 60° изготовленные, например, и полиуретановых эластомеров. Линейная скорость контакта поверхности приемного материала с пе чатной формой должна быть 0,1 10 м/мин. Возможны следующие варианты: дви жение приемного материала относительно неподвижной печатной формы и движение печатной формы относительн приемного материала. Первый вариант является более предпочтительным. После проявления может быть предусмотрена дополнительная очистка поверхности, очистка печатающих элемен,тов контактирования с поверхностью впитывающего материала (напри мер,, фильтровальная бумага, фетр, войлок и др., причем поверхность впитывающего материала может быть смочена соответствующим растворителем ЖФПК. Может быть использовано дополнительное облучение под слоем защитной жидкости, химически индифферентной к материалу печатной формы и прозрачной для активичного излучения На чертеже схематически изображен процесс проявления форм при помощи эластичного полотна. На чертеже показаны печатающие элементы 1, неотвержденная композиция 2 на пробельных элементах изображения, эластичное полотно 3. П р и м.е р 1. Готовят композицию следующего состава, мас.%: Ненасыщенный полиэфир ПИ-32100,о - Стирол15,0 Метакриловая 10,0 Полиэфир ТГМ-325,0 Метиловый эфир бензола 1,О Компоненты тщательно перемешивают в смесителе, снабженном якорной мешалкой, в течение 4 ч до получения гомогенной массы с вязкостью 5,0 Пз при . Затем композицию заливают в кассету, состоящую из двух плоскопараллельных стеклянных пластин толщиной 15 мм и ростовой рамки толщиной 1,75 мм. Высококонтрастный иегатив монтируется на нижней базовой полукассете и защищается при помощи полиэтилентерфталатной пленки толщиной 15 мкм, прижимаемой вакуумом к плоскости базовой полукассеты. Производится облучение со стороны верхней полукассеты в течение 2 мин излучателем, состоящим из ламп ЛУФ-80, на расстоянии 10 см от плоскости стекла полукассеты, а затем со стороны нижней полукассеты (со стороны негатива) в течение 8 мин на расстоянии 15 см от излучателя. Кассета разбирается и верхняя часть с непроявленной формой устанавливается на стол, на котором смонтировано проявочное устройство в виде стального валика диаметром около 100 мм, покрытого слоем полиэфируретана толщиной 20 мм и твердостью по Шору А. 29. С помощью привода валик прокатывается по плоскости формы с постоянной скоростью, рег лируемой бесступенчатым вариаторомскоростей, а также регулируется давление валика на печатную форму. По образующей валик имеет скребок из фторопласта. В описываемом примере скорость прокатывания валика по форме равна 2 м/мин, а давление 100 кг/м. Пример 2. Готовят ЖФПК как и в примере 1. Далее компоэиция заливается в кассету, отличающуюся тем изменением что верхняя стеклянная полукассета заменена магнитной полукассетой с закрепленной стальной подложкой (консервная жесть толщиной 0,3 мм, покрытая эпоксидным лаком. Затем производится экспонирование формы со негатива на расстоянии 15 см от излучателя в течение 15 мин. После разборки кассеты стальная подложка с направленной формой отделяется и устанавливается на опорной магни.тной плите, на которой смонтированы 4 параллельно расположенные относительно плоской формы полиэфируретановых валика с твердостью по Шору А.28.
Валики прокатываются с линейной скоростью 5 м/мин и давлением 80кг/м. Полученная форма должна иметь общую толщину 1 мм, глубину рельефа в крупных пробелах 0,7 мм, четкое очертание очка печатающих элементов.
Использование описываемого способа изготовления neMaTHuk форм обеспечивает следующие преимущества: ускорение процесса изготовления форм, снижение себестоимости их, расширение ассортимента ЖФПК, возможность частичного возврата композиции (примерно 25%), улучшение условий труда работающих и хорошее качество получаемых форм.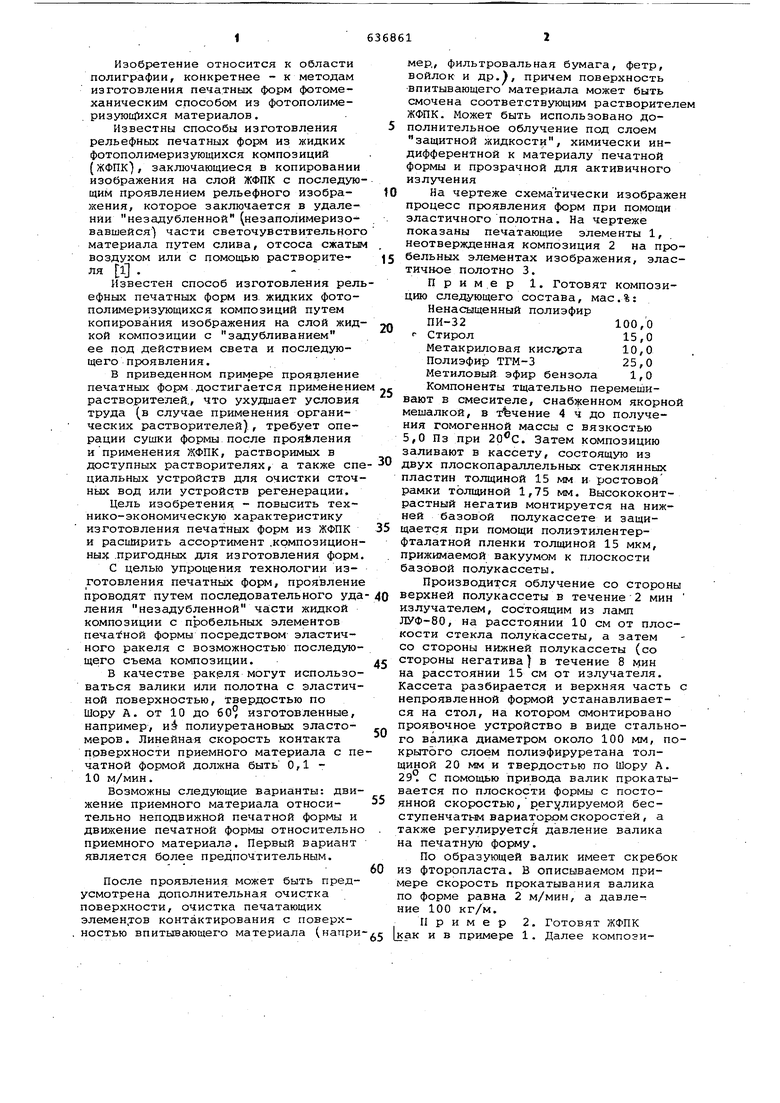
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАФАРЕТНОЙ ПЕЧАТНОЙ ФОРМЫ (ВАРИАНТЫ) | 2004 |
|
RU2278406C2 |
| Жидкая фотополимеризующаяся композиция для изготовления печатных форм | 1982 |
|
SU1123013A1 |
| Фотополимеризующаяся композиция для изготовления рельефных печатных форм,проявляемых водой | 1980 |
|
SU957154A1 |
| Способ проявления рельефных печатных форм из жидких полимиризующихся композиций | 1989 |
|
SU1654772A1 |
| Адгезивная композиция подслоя фотополимерных печатных форм | 1983 |
|
SU1150613A1 |
| Формирующе-копировальная установка для изготовления фотополимерных печатных форм для офсетной и типоофсетной печати на основе жидкой фотополимеризующейся композиции | 1990 |
|
SU1797088A1 |
| Адгезивная композиция для изготовления полиэфирной подложки фотополимерных печатных форм | 1980 |
|
SU911444A1 |
| Раствор для обработки офсетных печатных форм | 1980 |
|
SU910478A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАФАРЕТНОЙ ПЕЧАТНОЙ ФОРМЫ | 2002 |
|
RU2222037C1 |
| Способ изготовления фотополимерных печатных форм | 1974 |
|
SU542167A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФ-. НЫХ ПЕЧАТНЫХ ФОРМ из жидких фотопо- •. лимеризукицихся композиций путем копирования изображения на слой жидкой композиции с "задубливанием" ее действием света и последующего проявления, отличающийся тем, что, с целью упрощения технологии изготовления печатных форм, проявление проводят путем последовательного удаления "незадубленной" части жидкой композиции с пробельных элементов печатной формы посредством эластичного ракеля.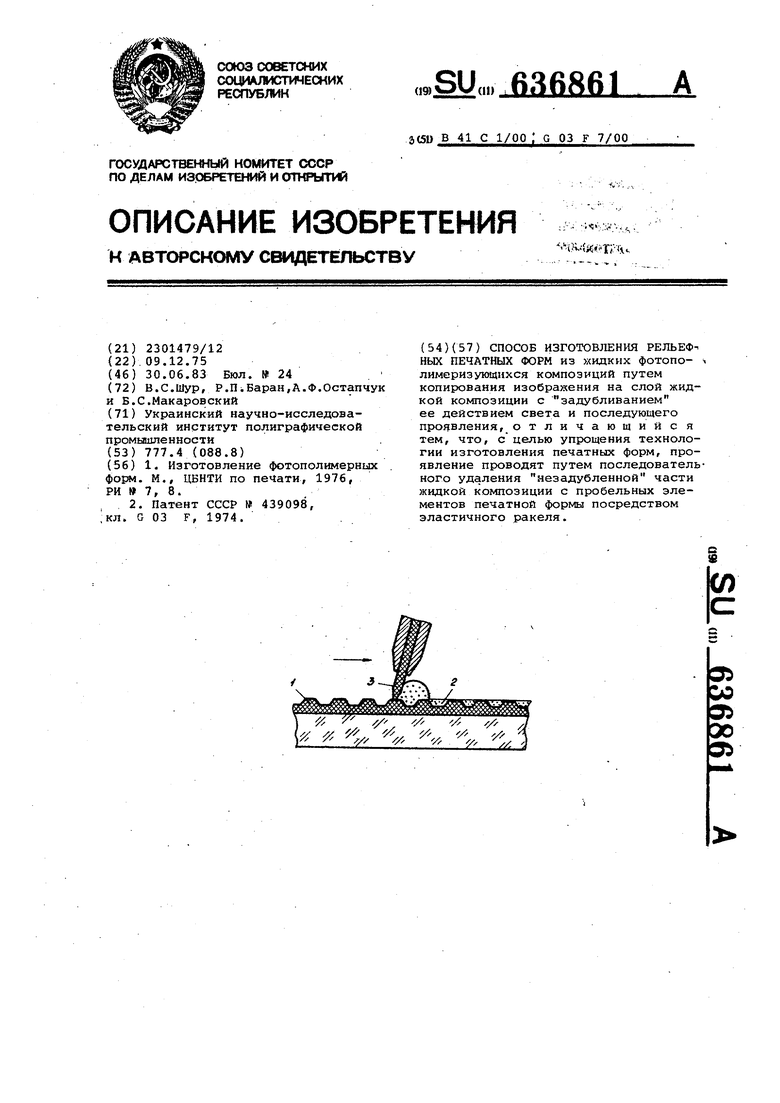
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Изготовление фотополимерньрс фор-! | |||
| М., ЦБНТИ по печати, 1976, РИ » 7, 8.2 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИШЕ С РЕЛЬЕФНЫМИЗОБРАЖЕНИЕМ | 0 |
|
SU439098A3 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
