Изобретение относится к области металлургии, точнее к непрерывной разливке металлов в электромагнитный кристаллизатор.
Известен способ автоматическо1о управления процессом непрерывной разливки металлов, заключающийся в воздействии на скорость вытягивания слитка, при этом величину ее корректируют по количеству подаваемого металла в кристаллизатор, а ве личину ускорения корректируют так, чтобы уровень металла в кристаллизаторе находился в определенных пределах (}.
Однако известный способ не обеспечивает формирования данной части слитка при литье в электромагнитный кристаллизатор.
Цель изобретения - снижение коробления данной части.слнтка, исключение проливов жидкого металла на начальной стадии литья в электромагнитный кристаллизатор.
Это достигается тем, что определяют по ходу разливки фактическую величину зазора между индуктором и поверхностью слитка, при этом величину ускорения вытягивання корректируют так, чтобы величина зазора для существующих конструкций электромагнитных кристаллизаторов находилась в пределах 30-35 мм.
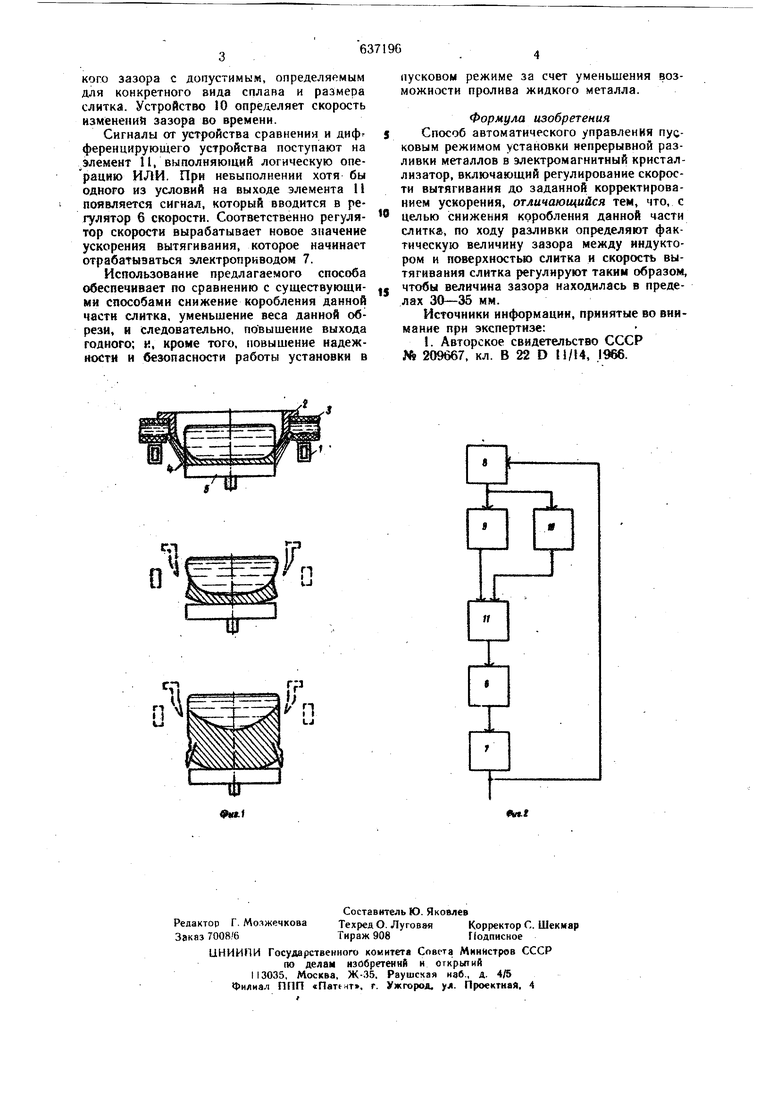
На фиг. I изображена схема электромагнитного кристаллизатора и короЬления данной части слитка; на фнг. 2 - структурная схема системы для осуществ.,1ения предлагаемого способа.
Электромагнитный кристаллизатор вклю-. чает индуктор 1, экран 2, поле ох.ааждення 3, слиток 4, затравку 5.
Схема состоит из регулятора 6 скорости, электропривода 7, вычислительного устройства 8, устройства 9 сравнения, дифференцирующего устройства 10, логического элемента 11.
Способ осуществляют следующим образом.
После набора на затравке слоя жидкого металла высотой 40-60 мм регулятор 6 подает сигнал на электропривод 7механизма вытягивания слитка, обеспечивающего вытягивание с заданным начальным ускорением. Вычислительное устройство 8 определяет с учетом реальной скорости вытягиванил фактическую величину зазора между боковой поверхностью слитка и индуктором, которая поступает в устройство 9 сравнения и дифференцирующее устройство 10. В устройстве 9 происходит сравнение фактического зазора с допустимым, определяемым для конкретного вида сплава и размера слитка. Устройство 10 определяет скорость изменений зазора во времени.
Сигналы от устройства сравнения и диф ференцирующего устройства поступают на .элемент И, выполняющий логическую опе рацию ИЛИ. При невыполнении хотя бы одного из условий на выходе элемента 11 появляется сигнал, который вводится в регулятор 6 скорости. Соответственно регулятор скорости вырабатывает новое значение ускорения вытягивания, которое начинает отрабатываться электроприводом 7.
Использование предлагаемого способа обеспечивает по сравнению с существующими способами снижение коробления данной части слитка, уменьшение веса данной обрези, и следовательно, повышение выхода годного; к, кроме того, повышение надежности и безопасности работы установки в
пусковом режиме за счет уменьшения возможности пролива жидкого металла.
Формула изобретения
Способ автоматического управления пусковым режимом установки непрерывной разливки металлов в электромагнитный кристаллизатор, включающий регулирование скорости вытягивания до заданной корректированием ускорения, отличающийся тем, что, с целью снижения коробления данной части слитка, по ходу разливки определяют фактическую величину зазора между индуктором и поверхностью слитка и скорость вытягивания слитка регулируют таким образом, чтобы величина зазора находилась в пределах 30-35 мм.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 209667, кл. В 22 D И/14. 1ЭД6.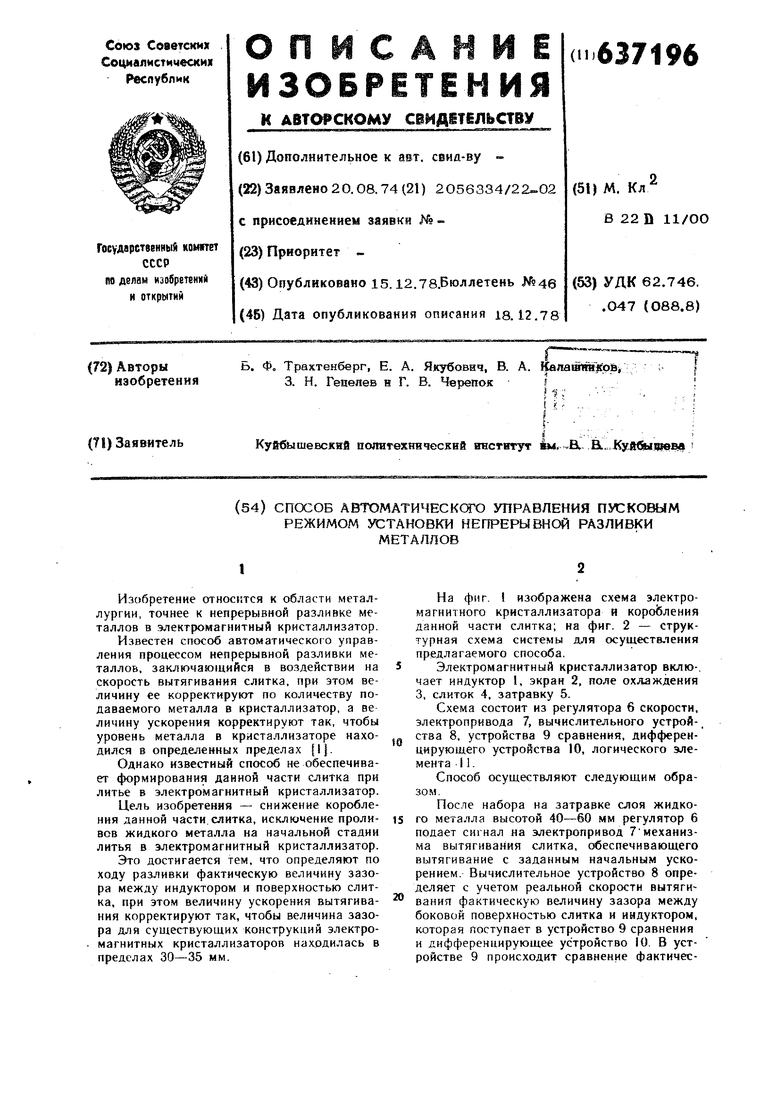
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления пусковым режимом установки непрерывной разливки металлов | 1975 |
|
SU519275A1 |
| Способ непрерывной разливки металла | 1980 |
|
SU908487A2 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Электромагнитный кристаллизатор | 1989 |
|
SU1764784A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315681C2 |
| Машина полунепрерывного литья слитков крупных сечений | 1983 |
|
SU1126362A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
| Способ непрерывного литья слитков | 1978 |
|
SU806236A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
О
СП
