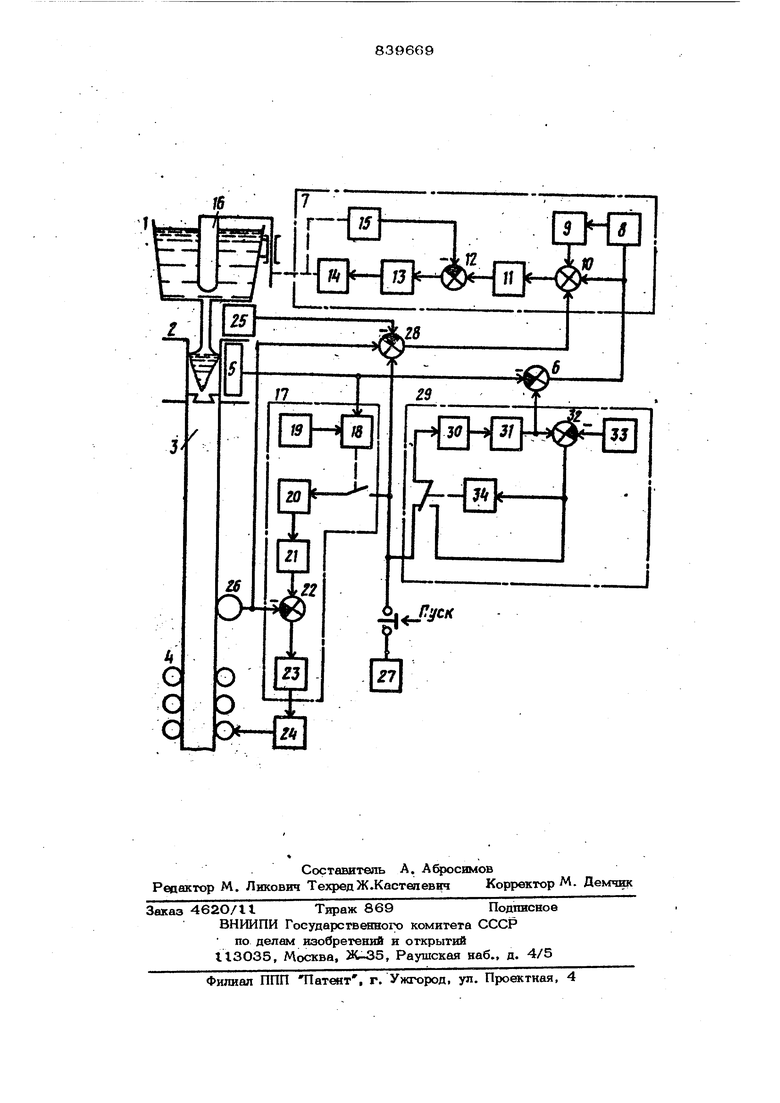
Цель изобретения - .повышение точности регулирования уровня металла в крис таллизаторе и улучшение квлества металла. Указанная цель достигается тем, что система дополнительно содержит блок программного заполнения кристаллизатор вход которого- соединен с задатчиком скорости .вытягивания, и два элемента сравнения, причем входы первого эле-« мента сравнения соединены с -выходами датчика уровня и блока программного за полнения кристаллизатора, входы второго элемента сравнения соединены с датчиком расхода, датчиком скорости вытягивания и аадат.члжом .скорости вытягивания, а выходы первого и второго элемен тов сравнения соединены с устройство регулирования подачи металла в кристаллизатор. При этом блок прогрваммного заполнения 7фиоталлизатора содер 1шг ш-гтегрирую щее устройство, выход к;оторого соеднт-ю с датчиком заполнения, и элемент сравнения, входы которого соед1шены с за.дагчшсом рабочего уровня и датчш ом заполнения, а выход соединен с нульреле, причем вход интегрирующего устро ства через контакты нуль-реле в пуско вом режптч е соединен, с выходом задаг- чика скорости вытягивания, а в стационарном рож.. - с вь ходом элемента сравнен я. На чертеже представлена функциональ ная схеме предлагаемой системы. Схема состоит из объекта регулирова ния, представляющего собой установку непрерывного литья металлов, содержа- Шую разливочный ковш I, кристаллизатор 2, затравку 3 и тянушую клеть 4 Уровень металла в кристаллизаторе 2 контролзфуется датчиком 5 уровня, который обеспечивает непрерывное измерение уровня по всей длине кристаллизатора 2. Выход датчика 5 уровня через первый элемент б сравнения соедтшен с устройством 1 регулирования подачи металла в кристаллизатор, который- соде HOIT следяший привод 8, на выходном валу которого установлен датчшс 9 сации размыва и последовательно соединенные сумматор 10, нелинейный элемент 11 ограничения хода стопора, элемент 12 сравнения, усилитель 13, исполнительный механизм 14, кинематпческл связанный с датчшсом 15 .обра ной связи и со СТОПОРОМ 16. Выход датчика 5 соединен с устройством 17 пуска тянущей клети, содержащим кулы-реле 18, задатчик 19 уровня, при достижении которого оно включается, и последовательно coe.a.jSiceHные интегратор 2О, нелинейный эльмент 21 ограничения скорости разгона, элемент-.22 сравнения, и регулятор 23. Выход устройства 17 пуска тянущей клети соединен с приводом 24 тянущей клети. Датчик 25 расхода, ;датчгас 26 С7юрости вытягивания и задатчик. 27 скорости вытягивания соединены со входом второго элемента 28 сравнения. БЛОК 29 программного заполнешгя кристаллизатора представляет собой автоматический задатчик уровня металла в кристаллизаторе 2 и содержит последовательно соединенные интегрирующее устройство 30, датчик 31 заполнения, элемент 32 сравнения. Задатчик 33 рабочего уровня слухшт для задания уровня металла в кристаллизаторе 2 в процессе разливки и соеди1-1ен со вторым вхОдом элемента 32 сравнения, первый вход которого соединен с датчиком 3I заполнения. Система содермшт также нуль-реле 34, Система работает следующим образом. В начале разливки, после подачи оператором команды Пуск, сигнал с задатчика 27 скорости.вытягивания поступает в блок 29 nporpaiv-iMHoro заполнен.рш кристаллизатора, где через замк1г/тый Контакт нульреле 34 подключается ко входу интегрирующего устройства 30, скорость которого пропорциональна скорости заполнения к;рпсталлизатора 2. При этом 1ттегрируюшее устройство 30 разворачивает датчик 31 заполнения, на выходе которого появляется управляющий сигнал, пропорциональный задаваемому уровню заполне ПИЯ кристаллизатора 2 при заданной скорости вытягивания слитка. Этот сигнал через первый элемент 6 сравнения, сумматор 10, нелинейный элемент 11 ограничения хода стопора, второй элемент 12 сравнения и усилитель 13 поступает на исполнительный механизм 14, который поднимает стопор 16, обеспечивая тем самым подачу жидкого металла разливочного ковша 1 в кристаллизатор 2, и в то же время разворачивает датчик 15 обратной связи, сигнал с которого сравнивается с управляющим сигналом,подаваемым с сумматора 10, на элементе 12 сравнения. Принимая во внимание что сигнал о .появлении, металла в кристаллизаторе 2 поступает в схему управления, с запаздыв ниетл, сигнал управления исполнительйым мехавЕизмом 14 может достичь такой ве- личины что расход металла из разливочного ковша I превысит заданный. Для предотвращения ухода стопора 16 на высоту, превьпиаюшую заданный расход металла, управляющий сигнал с сумматора Ю поступает на элемент 12 сравнения через нел1шейный элемент 11 ограничения хода стопора. Смомента поступления металла в кри таллизатор 2 показания датчика 5 уровня становятся отличными от нуля и посту пают на первый элемент. 6 сравнения со знаком, противоположным сигналу датчика 31 заполнения. Сигнал рассогласования, получаемый на выходе первого элем та 6 сравнения, активизирует исполнительный механизм 14 для перемещения стопора 16 в сторону изменения подачи металла в кристаллизатор 2 таким образом, чтобы свести величину этого рассогласования к нулю, При этом датчик 15 обратной . связи разворачивается до тех пор, пока сигнал с него не станет равным сигналу рассогласования, но -противоположным по знаку. Таким образом, положение стопора 16, а следовательно, и расход металла определяются величиной . рассогласования между заданнь. значением уровня металла и фактическим , и ошибка, вызвавшая это рассогласование, компенси1: уется при помощи следящего привода 8, который разворачивает даТ чик 9 компенсации размыва до тех пор, пока сигнал рассогласования на выходе первого элемента 6 сравнения станет равным нулю. Регулирование заданной скорости заполнения кристаллизатора 2 осуществляется также по отклонению между заданным расходом и фактическим путем сравнения С1п налов с датчика 25 расхода и задатчика 27 скорости вытягивания на втором элементе 28 сравнения, утфавляю щий сигнал с которого поступает в устро ство 7 регутдирования подачи металла в кристаллизат1эр на сумматор Ю. ггс При достижении сигналом с датчика 5 уровня величины, равной сигналу задатчика 19 уровняJ. срабатывает нуль-реле 18 и вход интегратора 20 через контакт нул ..реле 18 подключается задатчику 2.7 ск рости вытягивания, и HI выходе интеграт 20 появляется сигнал, который разгоняет привод 24 тянущей клети с определенным ускорением до заданной от задатчика 27 скорости вытягивания, что осуществляется при помощи нелинейного элемента 21 ограничения скорости разгона. Задаваемый сигнал с нелинейного элемента 21 ограничения скорости pLaaroHa поступает на элемент 22 сравнения, где сравнивается с сигналом датчика 26 скорости вытягивания слитка и полученное отклонение поступает на регулятор 23, который приводит в соответствие с заданной скорость привода 24 тянущей клети. При вьгтягивании слитка уровень металла в кристаллизаторе 2 понижается, вследствие чего увеличивается сигнал рассогласования между заданным уровнем и фактическим на выходе первого элемента 6 сравнения, и исполнительный механинизм 14 перемещает стопор 16 в сторону увеличения расхода на величину изменения скорости вытягивания. Сигнал об увеличении расхода металла из разливочного ковша 1, контролируемый датчиком 25 расхода, сравнивается на втором элементе 28 сравнения с сигналами датчика 26 скорости вытягивания слитка и задатчика 27 скорости вытягивания, и полученное отклонение поступает в устройство 7 регулирования подачи металла в кристаллизатор 2 на сумматор 10 для корректирования положения стопора 16. По окончании наполнения кристаллизатора 2 до уровня, определяемого задат- чик ом 33 рабочего уровня, сигнал с датчика 31 заполнения станет равным сшналу задатчика 33 рабочего уровня и на выходе элемента 32 сравнения результирующий равен нулю, вследствие чего срабатывает нуль-реле 34 и его контакты отключат сигнал с выхода задагчика 27 скорости вытягивания и подключат вход интегрирующего устройства ЗО к выходу элемента 32 сравнения. . На этом пуск - режим работы системы заканчивается и начинается режим автоматического поддержания заданного уровня металла. Причем предлагаемое переключение в блоке 29 программного заполнения позволяет избежать возмущений в системе, связанных с изменением задания по конт- олир} емому уровню в процессе разливки, так как в результате переключения блок 29 программного заполнения кристаллизатора представляет собой следящую систеу, реагирук5щую на изменения задатчиа 33 рабочего уровня со скоростью, пределяемой параметрами интегрирующео устройства ЗО.
Контроль и регулирование расхода металла в соответствии с заданной скоро стью вытягивания происходит путем сравнения задаиного рабочего уровня от задатчика 33 и фактического уровая, измеряемого датчиком 5 уровня, а также путем сравне1ЕШЯ скорости,вытягивания, рнределяемой при помощи датчика 26 скорости вытягивания слитка, со скоростью подачи металла, контрошфуемой датч1Еком 25 расхода.
Возникшоише в процессе разливки возмущения, вызывающие изменения уровня металла в кристаллизаторе 2 (размыв стопорной пары, измевение феррас-
таткческого давления, изменение скорости вытягивашш слитка и т.д.), приводят к измене шю-положения стопора 16, а следовательно, и к изменению сигнала на выходе датчика IS обратной связи. Следящий привод 8 с датчиком 9 компенсации размыва на выходном валу компенсирует эти изменения таким образом, чтобы ошибка в поддержании уровня оставалась в заданных пределах.
Таким образом, введение предлагаемых элементов и связей, предусматривающих регулирование в пусковом и стационарном режимах как по положению, так и по скорости изменения уровня в кристалл заторе, позволяет повысить точность и качество процесса регулирования уровня металла в кристаллизаторе, а также качество вьшускаемого металла и надежнос работы установки в целом.
Формула изобретения
I. Система автоматического регулирования урЬвня металла в кристаллизаторе, содержащая задатчик скорости выт5п:ива- ния, датчш; расхода, датчик уровня, датчик скорости вытягивания, устройство регулирования подачи металла в кристалли затор, содержащее следящий привод, датчик компенсации размыва стопорной нары сумматор, ограничитель хода стопора, элемент сравнения, усилитель, исполнительный механизм, датчик обратной связи устройство пуска тянущей клети, содержащее задатчик уровня, нуль- эеле, инте гратор, нелинейный элемент, элемент сравнения и регулятор, о т л и ч а ющ ая с я тем, что, с целью повышения точности регулирования уровня металла в кристаллизаторе и качества металла , система дополнительно содержит блок программного заполнения кристаллизато ра и два элемента сравнения, причем входы первого элемента сравнения соединены с выходами датчика уровня и блока программного заполнения кристаллизатора входы второго элемента сравнения соединены с датчиком расхода, датчиком скорости вытягивания и задатчиком скорости вытягивания, выходы первого и второго элементов сравнения соединены с устройством регулирования подачи металла в кристаллизатор, а вход блока программного заполнения кристаллизатора соединен с задатчиком скорости вытягивания. 2. Система по п. I, о т л и ч а ю- щ а я с я. тем, что блок программного заполнения тсристаллизатора содержит 1штеграгор, выход которого соединен с датчиком заполнения, и элемент сравнения, входы которого соединены с задатчиком рабочего уровня и датчиком заполнения, а выход соединен с нульреле, причем вход интегратора через котакты нуль-реле в пусковом режиме соединен с выходом задатчика скорости вытягивания, а в стационарном режиме - с выходом элемента сравнения.
Источники информации, .
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 603489, кл. В 22В 11/16, 1976.
2.Авторское свидетельство СССР N9 6О7643, кл. В 22 В 11/16, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок | 1984 |
|
SU1214318A1 |
| Устройство автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU551108A1 |
| Способ регулирования уровня металлаВ КРиСТАллизАТОРЕ | 1979 |
|
SU829327A1 |
| Устройство для автоматической подачи металла в промежуточную емкость машины непрерывного литья металла | 1980 |
|
SU908496A1 |
| Способ регулирования температуры жидкой стали,разливаемой на машине непрерывной разливки,и устройство для его осуществления | 1983 |
|
SU1158286A1 |
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1976 |
|
SU602293A1 |
| Устройство автоматического регу-лиРОВАНия уРОВНя МЕТАллА B КРиСТАл-лизАТОРЕ МАшиНы НЕпРЕРыВНОгО лиТьязАгОТОВОК | 1979 |
|
SU804189A1 |
| Устройство для управления процес-COM НЕпРЕРыВНОй РАзлиВКи МЕТАллОВ | 1979 |
|
SU804190A1 |