I
Изобретение -относится к области механической обработки деталей одинарной или двойной кривизны типа панелей.
Известны устройства для сверления отверстий в деталях типа панелей, имеющих одинарную или двойную кривизну, содержащие траверсу с механизмом ее перемещения, каретку и сверлильную головку }.
Недостатком известных устройств является большая трудоемкость ориентирования инструмента при перенастройке на новый типоразмер панелн.
Целью изобретения является повышение производительности путем сокращения, времени на ориентацию инструмента при перенастройке на новый типоразмер панели.
Для этого устройство снабжено установленным в каретке с возможностью вращения валом, несущим блок копиров, и связанной с кареткой посредством шаровой опоры подпружиненной направляющей, соединенной через толкатели с блоком копиров и имеющей ползун для размещения сверлильной головки.
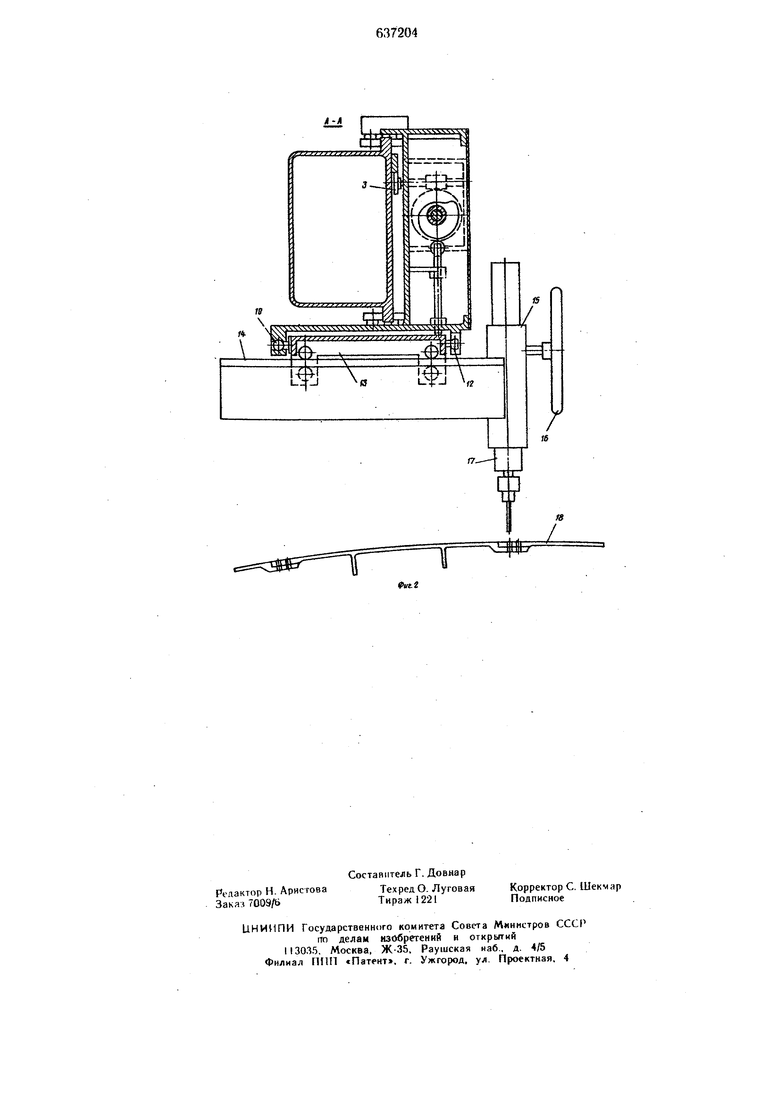
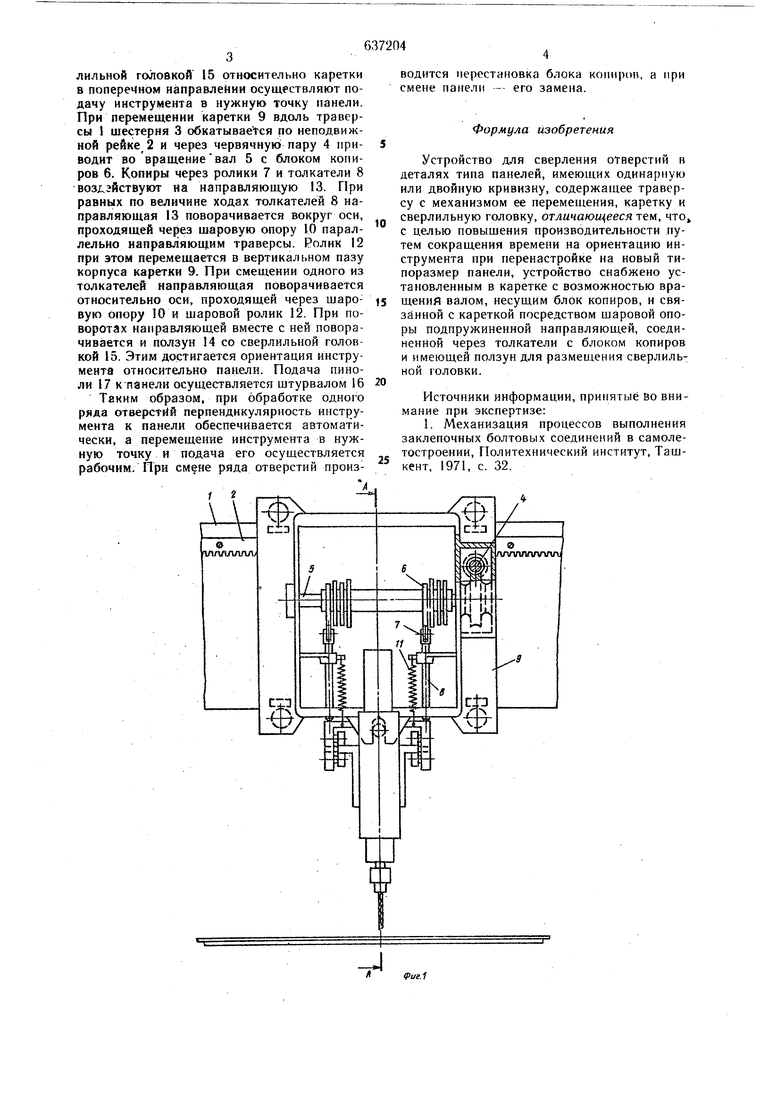
На фиг. I изображено устройство, вид спереди; па фиг. 2 - разрез А-А на фиг. 1.
Сверлильное устройство содержит размещенную на основании (на фигурах не показано) траверсу I с рейкой 2, в зацеплении с которой находится щестерня 3, сидящая жестко на валу червяка червячной пары 4 привода вращення вала 5 с блоком копиров 6, несущих программу выравнивания и связанных через ролики 7 с толкателями 8. Блок копнров установлен на валу 5 на шпонке и его ноложенне относительно толкателей можно изменять, смещая его по валу.
Каретка 9 установлена иод&ижно на направляющих траверсы i н несет аакреггленную на шаровой опоре 10 с номощью дружин П и шарового ролнка 2 направляющую 13 с ползуном 14, несущим сверлнльную головку 15 со штурвалом 16 подачн пиноли 17 к панели 18.
Работа устройства осуществляется следующим образом.
Траверса I фиксируется в расчетном положении относительно обрабатываемого ряда отверстий, в панелн 18. Перемещением
блока копиров 6 по валу 5 устанавливают ролики 7 толкателей 8 на копиры, соответствующие данному сечению панелн. Перемещением каретки 9 по, направляющим вдоль траверсы I и смещением ползуна 14 со сверлнльной головкой 15 относительно каретки в поперечном направлении осуществляют подачу инструмента в нужную точку панели. При перемещении кареткн 9 вдоль траверсы I шестерня 3 обкатывается по неподвижной рейке 2 и через червячную пару 4 приводит во вращениевал 5 с блоком копиров 6. Копиры через ролики 7 и толкатели 8 воздгйствуют на направляющую 13. При равных по величине ходах толкателей 8 направляющая 13 поворачивается вокруг оси, проходящей через щаровую опору 10 параллельно направляющим траверсы. Ролик 12 при этом перемещается в вертикальном пазу корпуса каретки 9. При смещении одного из толкателей направляющая поворачивается относительно оси, проходящей через шаровую опору 10 и шаровой ролик 12. При поворотах направляющей вместе с ней поворачивается и ползун 14 со сверлильной головкой 15. Этим достигается ориентация инструмента относительно панели. Подача пиноли 17 к панели осуществляется штурвалом 16 Таким образом, при обработке одного ряда отверстий перпендикулярность инструмента к панели обеспечивается автоматически, а перемещение инструмента в нужную точку и подача его осуществляется рабочим. При смене ряда отверстий произВОДИТСЯ iiepecTHFiOBKa блока коиирип, а при смене панели -- его замена.
Формула изобретения
Устройство для сверления отверстий в деталях типа панелей, имеющих одинарную или двойную кривизну, содержащее траверсу с механизмом ее перемещения, каретку и сверлильную головку, отличающееся тем, что, с целью повышения производительности путем сокращения времени на ориентацию инструмента при перенастройке на новый типоразмер панели, устройство снабжено установленным в каретке с возможностью вращения валом, несущим блок копиров, и связанной с кареткой посредством шаровой опоры подпружиненной направляющей, соединенной через толкатели с блоком копиров и имеющей ползун для размещения сверлиль-: ной головки.
Источники информации, принятые Во внимание при экспертизе:
1. Механизация процессов выполнения заклепочных болтовых соединений в самолетостроении. Политехнический институт, Ташкент, 1971, с. 32.
Риг.1
t-л
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильно-зенковальная установка для обработки панелей двойной кривизны | 1981 |
|
SU1038100A1 |
| Устройство для сверления | 1986 |
|
SU1364408A2 |
| Устройство для сверления | 1980 |
|
SU979029A1 |
| Устройство для сверления и зенкерования отверстий в панелях двойной кривизны | 1982 |
|
SU1018811A1 |
| Сверлильный станок | 1977 |
|
SU715235A1 |
| Установка для сверления отверстий в криволинейных поверхностях | 1986 |
|
SU1342620A1 |
| Сверлильно-клепальный автомат | 1975 |
|
SU603479A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| Приспособление для обработки глобоидальных кулачков | 1976 |
|
SU667338A1 |
| ФРЕЗЕРНЫЙ СТАНОК И ГОЛОВКА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА К СТАНКУ | 1995 |
|
RU2093352C1 |